
Page 364 - THREADING CATALOG
P. 364
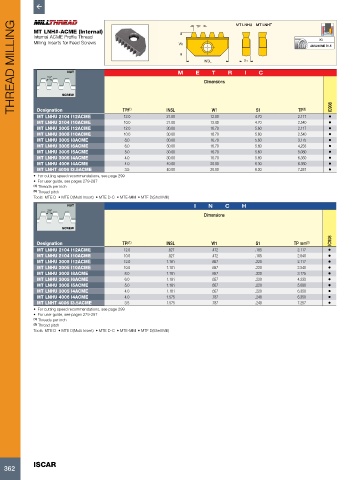
THREAD MILLING MT LNH#-ACME (Internal) M TP INSL T R MT LNHU MT LNHT ANSI/ASME B1.5
Internal ACME Profile Thread
3G
Milling Inserts for Feed Screws
W1
S1
C
E
I
NUT
29°
Dimensions
SCREW
W1
Designation
S1
MT LNHU 2104 I12ACME TPI (1) INSL 12.00 4.70 TP (2) • IC908
21.00
2.117
12.0
MT LNHU 2104 I10ACME 10.0 21.00 12.00 4.70 2.540 •
MT LNHU 3005 I12ACME 12.0 30.00 16.70 5.60 2.117 •
MT LNHU 3005 I10ACME 10.0 30.00 16.70 5.60 2.540 •
MT LNHU 3005 I8ACME 8.0 30.00 16.70 5.60 3.175 •
MT LNHU 3005 I6ACME 6.0 30.00 16.70 5.60 4.233 •
MT LNHU 3005 I5ACME 5.0 30.00 16.70 5.60 5.080 •
MT LNHU 3005 I4ACME 4.0 30.00 16.70 5.60 6.350 •
MT LNHU 4006 I4ACME 4.0 40.00 20.00 6.30 6.350 •
MT LNHT 4006 I3.5ACME 3.5 40.00 20.00 6.30 7.257 •
• For cutting speed recommendations, see page 299
• For user guide, see pages 279-297
(1) Threads per inch
(2) Thread pitch
Tools: MTE D • MTE D(Multi Insert) • MTE D-C • MTE-MM • MTF D(Shell Mill)
NUT I N C H
29°
Dimensions
SCREW
IC908
Designation TPI (1) INSL W1 S1 TP mm (2)
MT LNHU 2104 I12ACME 12.0 .827 .472 .185 2.117 •
MT LNHU 2104 I10ACME 10.0 .827 .472 .185 2.540 •
MT LNHU 3005 I12ACME 12.0 1.181 .657 .220 2.117 •
MT LNHU 3005 I10ACME 10.0 1.181 .657 .220 2.540 •
MT LNHU 3005 I8ACME 8.0 1.181 .657 .220 3.175 •
MT LNHU 3005 I6ACME 6.0 1.181 .657 .220 4.233 •
MT LNHU 3005 I5ACME 5.0 1.181 .657 .220 5.080 •
MT LNHU 3005 I4ACME 4.0 1.181 .657 .220 6.350 •
MT LNHU 4006 I4ACME 4.0 1.575 .787 .248 6.350 •
MT LNHT 4006 I3.5ACME 3.5 1.575 .787 .248 7.257 •
• For cutting speed recommendations, see page 299
• For user guide, see pages 279-297
(1) Threads per inch
(2) Thread pitch
Tools: MTE D • MTE D(Multi Insert) • MTE D-C • MTE-MM • MTF D(Shell Mill)
ISCAR
362