
Page 369 - THREADING CATALOG
P. 369
TP
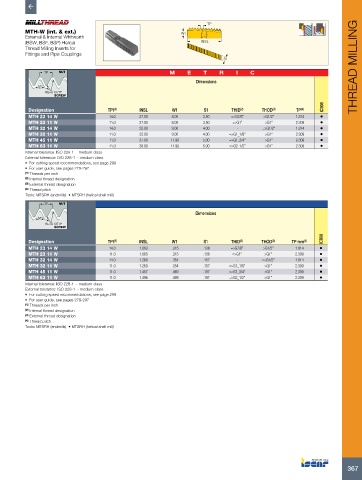
MTH-W (int. & ext.) W1
External & Internal Whitworth
(BSW, BSF, BSP) Helical lNSL
Thread Milling Inserts for
Fittings and Pipe Couplings
S1
TP NUT M E T R I C THREAD MILLING
Dimensions
55°
RE=0.137TP
SCREW
IC908
Designation TPI (1) INSL W1 S1 THID (2) THOD (3) TP (4)
MTH 23 14 W 14.0 27.00 8.00 3.50 =>G7/8" >G1/2" 1.814 •
MTH 23 11 W 11.0 27.00 8.00 3.50 =>G1" >G1" 2.309 •
MTH 32 14 W 14.0 32.00 9.00 4.00 - =>G1/2" 1.814 •
MTH 32 11 W 11.0 32.00 9.00 4.00 =>G1_1/8" >G1" 2.309 •
MTH 45 11 W 11.0 37.00 11.90 5.00 =>G1_3/4" >G1" 2.309 •
MTH 63 11 W 11.0 38.00 11.90 5.00 =>G2_1/2" >G1" 2.309 •
Internal tolerance: ISO 228-1 - medium class
External tolerance: ISO 228-1 - medium class
• For cutting speed recommendations, see page 299
• For user guide, see pages 279-297
(1) Threads per inch
(2) Internal thread designation
(3) External thread designation
(4) Thread pitch
Tools: MTSRH (endmills) • MTSRH (helical shell mill)
TP NUT
Dimensions
55°
RE=0.137TP
SCREW
IC908
Designation TPI (1) INSL W1 S1 THID (2) THOD (3) TP mm (4)
MTH 23 14 W 14.0 1.063 .315 .138 =>G7/8" >G1/2" 1.814 •
MTH 23 11 W 11.0 1.063 .315 .138 =>G1" >G1" 2.309 •
MTH 32 14 W 14.0 1.260 .354 .157 - =>G1/2" 1.814 •
MTH 32 11 W 11.0 1.260 .354 .157 =>G1_1/8" >G1" 2.309 •
MTH 45 11 W 11.0 1.457 .469 .197 =>G1_3/4" >G1" 2.309 •
MTH 63 11 W 11.0 1.496 .469 .197 =>G2_1/2" >G1" 2.309 •
Internal tolerance: ISO 228-1 - medium class
External tolerance: ISO 228-1 - medium class
• For cutting speed recommendations, see page 299
• For user guide, see pages 279-297
(1) Threads per inch
(2) Internal thread designation
(3) External thread designation
(4) Thread pitch
Tools: MTSRH (endmills) • MTSRH (helical shell mill)
367