择选相适配的螺纹刀片
前言
螺纹连接部位的生产制造是金属加工行业的一种常见应用。大多数金属加工行业制造的产品都具有外螺纹或内螺纹的特征,螺纹应用小到牙螺钉,大至油气工业相关的管道螺纹接头。螺纹的类型种类繁多,还涉及国家标准及国际标准。各牙型螺纹在形状及尺寸上各有不同;各标准定义了其特定的螺纹类型。在诸多案例中,螺纹牙型的标准特征是满足某一工业细分领域或主要应用领域的特定需求。例如,UNJ及MJ螺纹牙型标准与航空工业相关,NPT及BSPT螺纹牙型标准与油气工业的管道、管接头及备件相关。
螺纹车削
螺纹车削是加工旋转工件上螺纹的最高效最普遍的生产方式之一。当今的可转位刀片市场提供了种类众多的螺纹车削刀具及刀片。刀片具有不同的几何形状及装夹方式是有好处的,可以为各应用挑选相适配的刀片。成功的螺纹车削应用取决于选取相适配的螺纹加工刀具。正确地择取出可转位螺纹加工刀具依循简单的步骤:首先,确认所加工的是外螺纹还是内螺纹,并进一步确认需要挑选右旋刀具还是左旋刀具;在选出对应螺纹类型的进给方向后,需依据工件图纸及应用决定螺纹刀具规格。
通常而言,螺纹型号依据螺纹类型标准,分为公制或英制。在许多案例中,螺纹型号包括以下参数:分类标准;螺距;螺纹头数;名义直径;螺纹长度;公差等级。
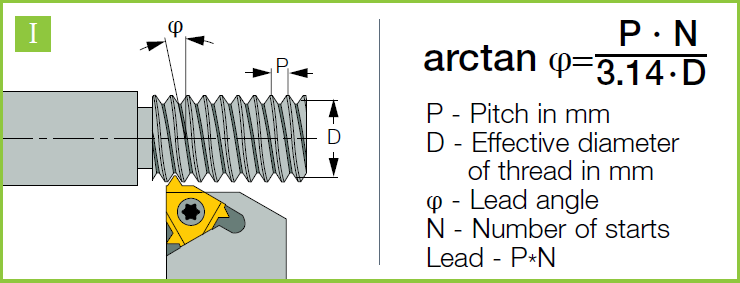
当收集齐螺纹有效直径,螺距,螺纹头数后,就能计算出螺纹导程角(螺旋角)φ。如果是采用平装式刀片提供解决方案,螺纹导程角(螺旋角)φ有效值对于下一步刀垫的选择非常重要。对于这样的刀具,导程角(螺旋角)的数值决定了刀垫的选择。(fig1)
除了能正确地设定出导向角(螺旋角)φ,刀垫还起着支撑刀片及在刀片破损时能保护刀具的作用。
有两种螺纹刀片类型:全牙型和通用牙型。全牙型刀片用于制造特定螺纹类型,如,依据DIN 405标准的圆螺纹(Rd),BSW英制惠氏牙型。通用牙型刀片需要事先对工件外圆或内孔的底孔直径进行预车削。
平装刀片
伊斯卡为各螺纹标准的内孔及外圆加工提供平装式螺纹刀片。平装刀片可分为三种主要类型:
1.G-型,通用型刀片带断屑台,用于各种工程材料的螺纹加工,也包含短切屑材料的生产制造。(fig2)
2.M-型,带压制烧结成型断屑槽的刀片实现高效切屑控制。尽管刀片为压制成型,却能确保加工出与精密磨制G型刀片相同的螺纹精度。当螺纹切削深度太小,断屑槽不能充分发挥断屑作用,此时不推荐采用M型刀片。
3.B-型,带压制断屑槽,周边磨制的刀片。锋利切削刃与高效切屑控制的优质组合适用于长切屑材料的加工,为ISO M不锈钢材料的加工提供了首选方案。在小规格零部件的加工中,带断屑槽和锋利切削刃的刀片能在降低切削力方面受益,进而防振。
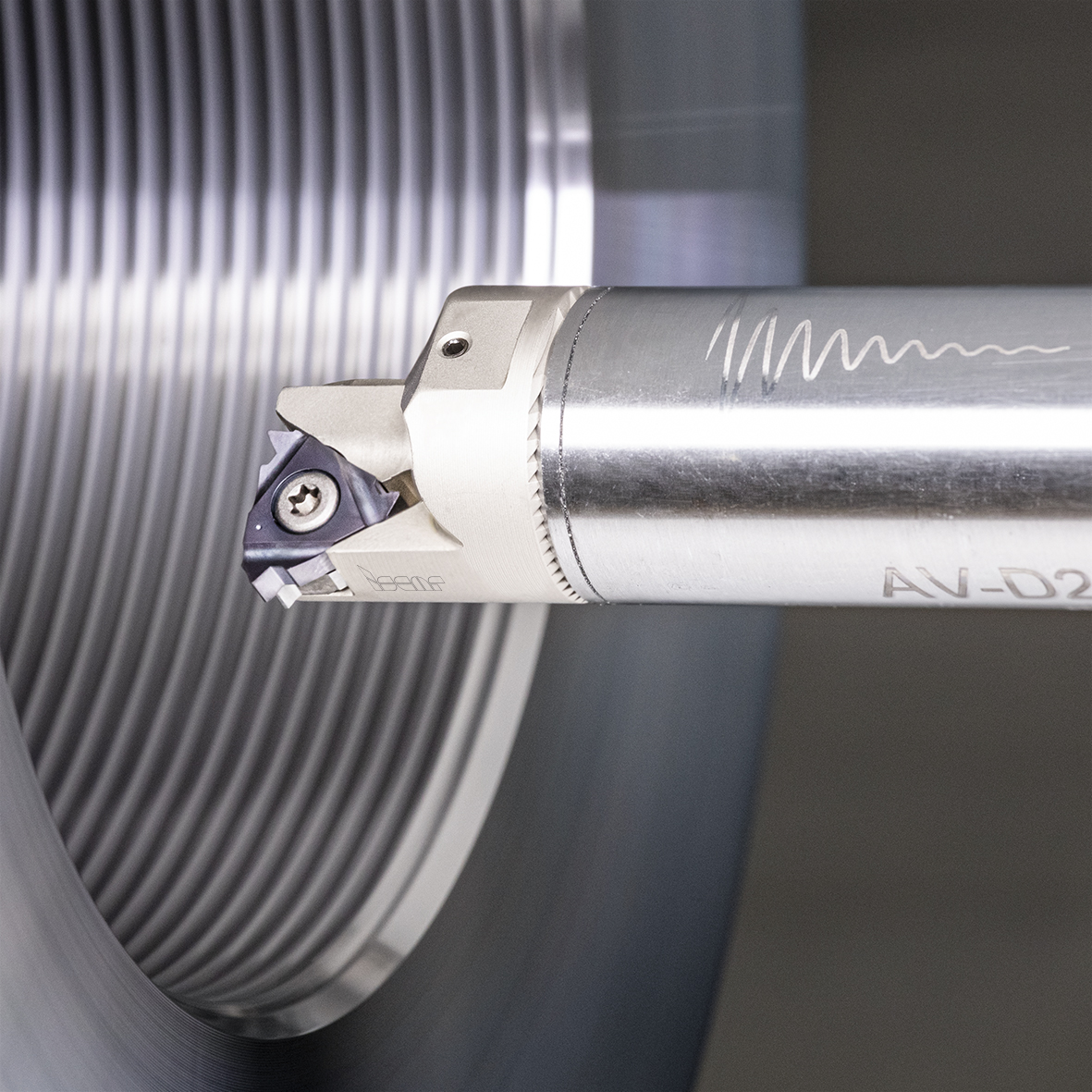
刀具用户最常见的目标之一是提高生产率。因此,作为对上述三种主要刀片类型的补充,开发出多齿刀片,系G型子系列。开发多齿刀片的主要目标是通过缩短加工周期进而提高生产率。多齿刀片配置有两齿或三齿,每一齿均起着不同的作用。在使用多齿刀片前,确保螺纹加工区域不接于台肩非常重要,或沿工件完成整个螺纹的加工有着宽的退刀槽。(fig3)
立装刀片
除了ISO标准平装刀片,伊斯卡还提供高刚性设计的立装螺纹刀片。立装螺纹刀片根据应用分为内螺纹加工及外螺纹加工。与ISO标准平装刀片系列相反,这些刀片后角均为磨制。
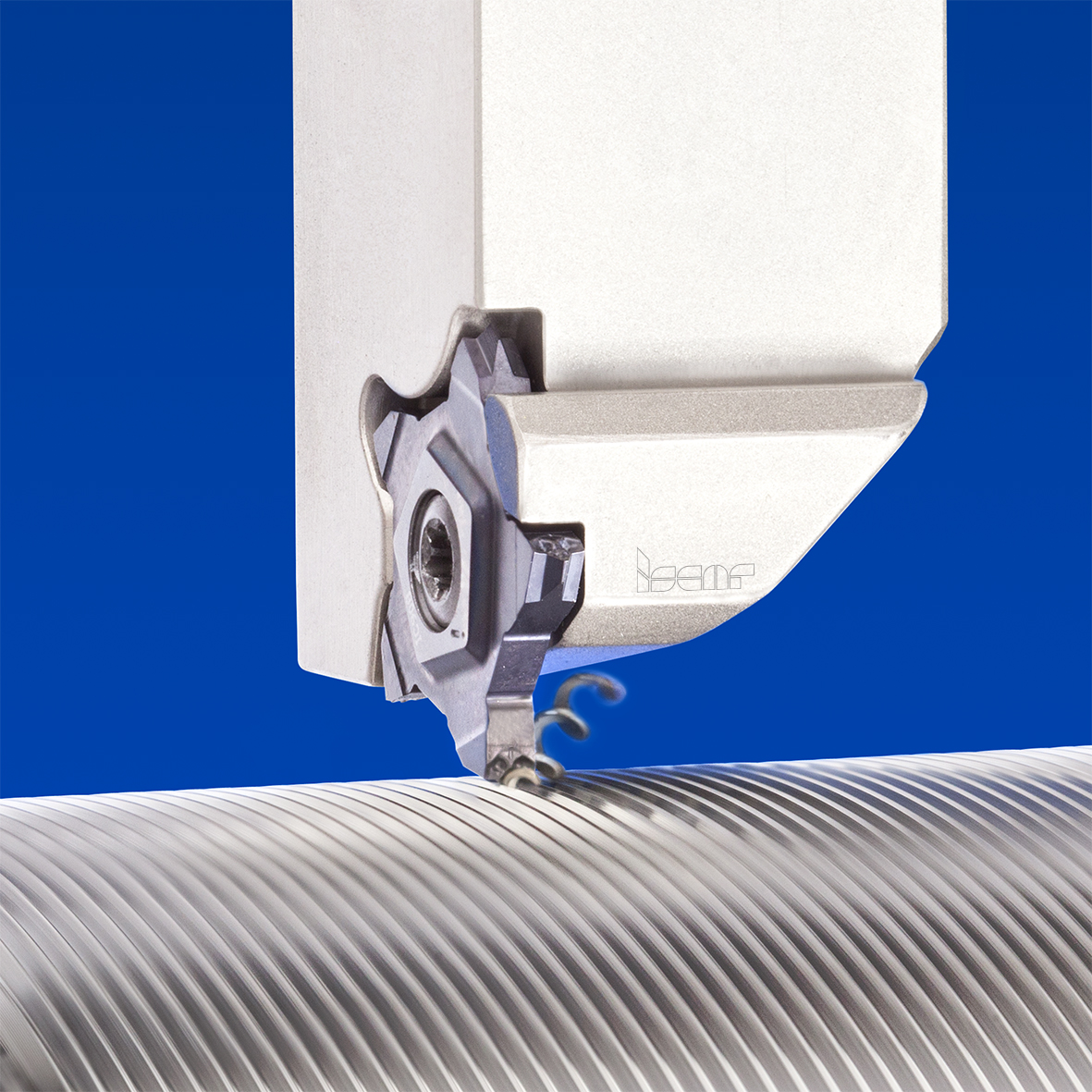
PENTACUT五角霸王刀是伊斯卡成功的立装螺纹刀片系列之一。PENTACUT螺纹刀片带来以下优势:带5个切削刃,提供高性价比解决方案;配置有压制断屑槽,实现高效切屑控制;强固设计,实现更高切削参数,提高生产率;通用牙型刀片的设计用于接近于台肩的加工,切削刃可任意切换;用于加工右旋螺纹及左旋螺纹;具有加工外槽槽底处螺纹的能力。(fig4)
牌号
选择正确的合金牌号是螺纹加工的重要一步。牌号的选用与工件材料,加工稳定性,应用特性息息相关。推荐合金牌号参见伊斯卡样本(或电子样本)。记住,选取出正确的合金牌号能显著提高刀片使用寿命。
结语
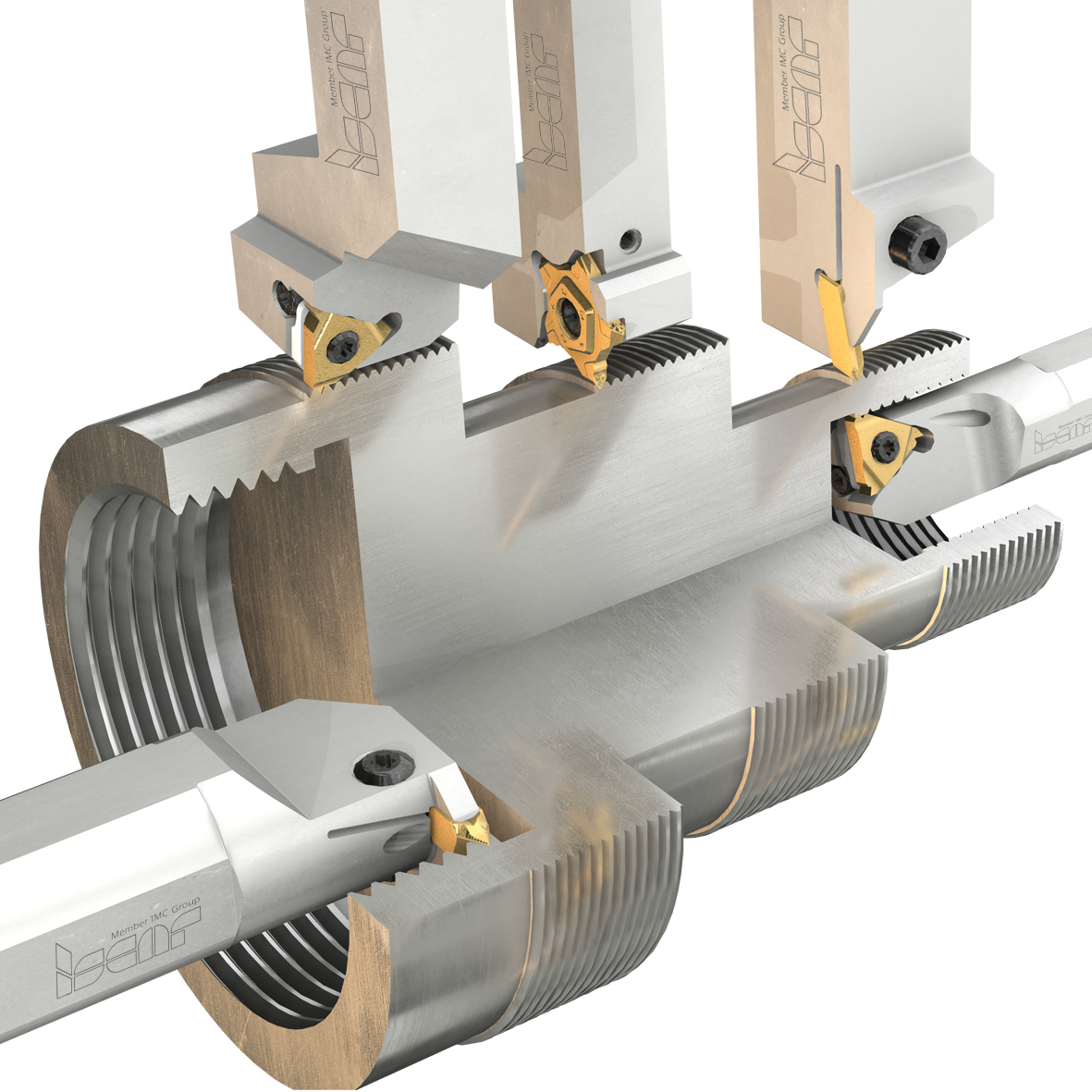
伊斯卡丰富多样的刀片可以满足市面上标准螺纹绝大多数的加工需求。伊斯卡能为任何用户的需求提供非标定制解决方案,为每一特定应用提供前沿的解决方案。伊斯卡在螺纹加工应用上多年以来沉淀的经验为金属加工行业带来巨大成就。(fig5)