
Page 3 - Broschür Hochvorschub
P. 3
Definition
Hochvorschubdrehen
Wie unterscheidet sich Hochvorschubdrehen zu konventionellem Drehen?
Beim konventionellen Drehen werden größtenteils Einstellwinkel [κ] zwischen 75° - 95°
eingesetzt. Beim Hochvorschubdrehen werden Einstellwinkel [κ] zwischen 10° - 20°
eingesetzt, um eine geringere Spandicke bei vergleichbar hohen Vorschüben zu erhalten.
Dazu zählt auch das dynamische Stechdrehen mit einer Rundplatte.
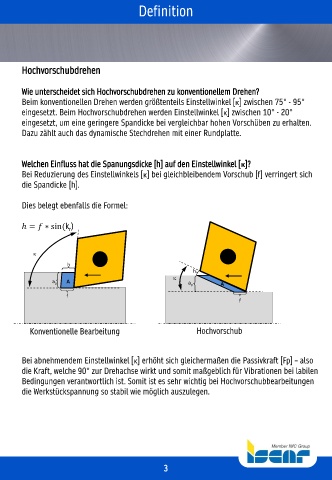
Welchen Einfluss hat die Spanungsdicke [h] auf den Einstellwinkel [κ]?
Bei Reduzierung des Einstellwinkels [κ] bei gleichbleibendem Vorschub [f] verringert sich
die Spandicke [h].
Dies belegt ebenfalls die Formel:
ℎ = ∗ sin(kr)
k h A
h k f
ap A ap
f
Konventionelle Bearbeitung Hochvorschub
Bei abnehmendem Einstellwinkel [κ] erhöht sich gleichermaßen die Passivkraft [Fp] – also
die Kraft, welche 90° zur Drehachse wirkt und somit maßgeblich für Vibrationen bei labilen
Bedingungen verantwortlich ist. Somit ist es sehr wichtig bei Hochvorschubbearbeitungen
die Werkstückspannung so stabil wie möglich auszulegen.
3