
Page 30 - Broschür Hochvorschub
P. 30
Technisches Wissen
ProfilEinstechen
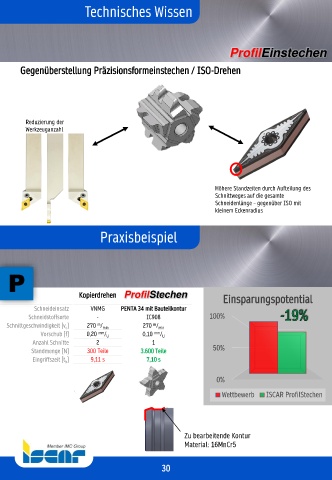
Gegenüberstellung Präzisionsformeinstechen / ISO-Drehen
Reduzierung der
Werkzeuganzahl
Höhere Standzeiten durch Aufteilung des
Schnittweges auf die gesamte
Schneidenlänge – gegenüber ISO mit
kleinem Eckenradius
Praxisbeispiel
Kopierdrehen ProfilStechen Einsparungspotential
Schneideinsatz VNMG PENTA 34 mit Bauteilkontur 100%
Schneidstoffsorte
Schnittgeschwindigkeit [vc] - IC908 50%
270 m/min 270 m/min
Vorschub [f] 0,20 mm/U 0,10 mm/U
Anzahl Schnitte
Standmenge [N] 2 1
Eingriffszeit [th]
300 Teile 3.600 Teile
9,11 s 7,10 s
0% ISCAR ProfilStechen
Wettbewerb
Zu bearbeitende Kontur
Material: 16MnCr5
30