
Page 6 - Fraesen_und_Bohren_auf_Drehmaschinen
P. 6
V o rteil k urzer Auskraglängen
Beispiel bezüglich Auskraglänge und B earbeitungsstrategie
Bearbeitung Vollnuten / E ckfräsen
Werkstoff 1.7131 / 1 6 M nCr5
Angetriebene Einheit (i 1:1) VDI30 / E R25
Max. zul. Drehmoment VDI30 = 2 5 N m (VDI40 = 5 0 N m)
Max. zul. Biegemoment VDI30 = 8 0 N m (VDI40 = 1 50 Nm)
Ziel Maximales Zeitspanvolumen
Vorderes Kugellager
66
71
94 20
25 F
48 κ = 9 0 °
F
F κ = 1 7 °
κ = 9 0 °
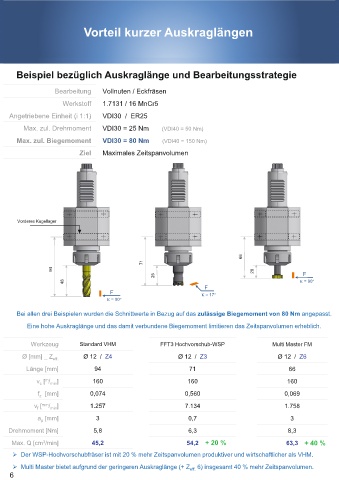
Bei allen drei Beispielen w urden d ie Schnittwerte i n B ezug a uf das zulässige B iegemoment von 8 0 N m angepasst.
Eine hohe A uskraglänge und das damit verbundene Biegemoment limitieren das Zeitspanvolumen erheblich.
Werkzeug Standard VHM FFT3 H ochvorschub-WSP Multi Master FM
Ø [ mm] _ Z eff. Ø 1 2 / Z4 Ø 1 2 / Z3 Ø 1 2 / Z6
Länge [mm] 94 71 66
v [ / min ] 160 160 160
m
c
f [mm] 0,074 0,560 0,069
z
v [ mm / min ] 1.257 7.134 1.758
f
a [mm] 3 0,7 3
p
Drehmoment [Nm] 5,8 6,3 8,3
Max. Q [ cm /min] 45,2 54,2 + 2 0 % 63,3 + 4 0 %
3
á Der W SP-Hochvorschubfräser ist m it 20 % m ehr Zeitspanvolumen produktiver u nd wirtschaftlicher a ls VHM.
á Multi Master bietet aufgrund d er geringeren Auskraglänge (+ Z eff. 6) insgesamt 40 % m ehr Zeitspanvolumen.
ISCAR Germany GmbH
6