
Page 45 - ISCAR TAPS
P. 45
GEWINDEBOHRER ANWENDER-TIPPS
Nachschleifen
Abbildung 1
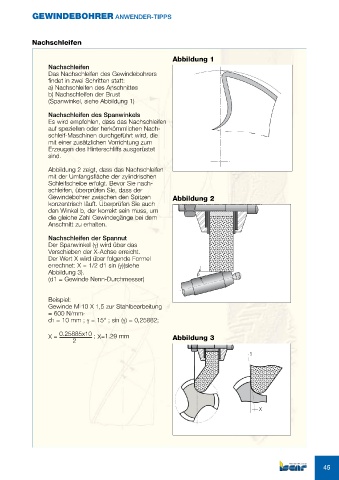
Nachschleifen
Das Nachschleifen des Gewindebohrers
findet in zwei Schritten statt:
a) Nachschleifen des Anschnittes
b) Nachschleifen der Brust
(Spanwinkel, siehe Abbildung 1)
Nachschleifen des Spanwinkels
Es wird empfohlen, dass das Nachschleifen
auf speziellen oder herkömmlichen Nach-
schleif-Maschinen durchgeführt wird, die
mit einer zusätzlichen Vorrichtung zum
Erzeugen des Hinterschliffs ausgerüstet
sind.
Abbildung 2 zeigt, dass das Nachschleifen
mit der Umfangsfläche der zylindrischen
Schleifscheibe erfolgt. Bevor Sie nach-
schleifen, überprüfen Sie, dass der
Gewindebohrer zwischen den Spitzen Abbildung 2
konzentrisch läuft. Überprüfen Sie auch
den Winkel b, der korrekt sein muss, um
die gleiche Zahl Gewindegänge bei dem
Anschnitt zu erhalten.
Nachschleifen der Spannut
Der Spanwinkel (g) wird über das
Verschieben der X-Achse erreicht.
Der Wert X wird über folgende Formel
errechnet: X = 1/2 d1 sin (g)(siehe
Abbildung 3). β
(d1 = Gewinde Nenn-Durchmesser)
Beispiel:
Gewinde M 10 X 1,5 zur Stahlbearbeitung
= 600 N/mm 2
d1 = 10 mm ; g = 15° ; sin (g) = 0,25882;
X = 0.25885x10 ; X=1.29 mm Abbildung 3
2
g
X
45