
Page 63 - CBN_2019_it
P. 63
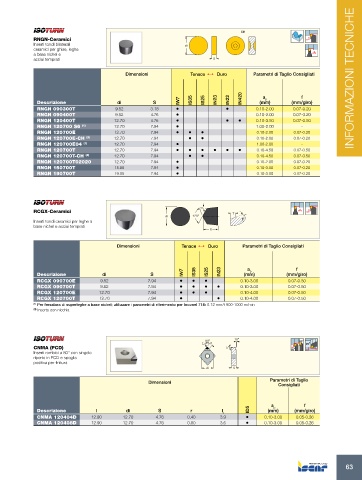
RNGN-Ceramici Dimensioni IW7di CH
Inserti tondi bilaterali IS35 S
ceramici per ghise, leghe IS25 Parametri di Taglio Consigliati
a base nichel e IN23Tenace 1 Duro
acciai temprati IN22
di S IN420 (mamp ) f
Descrizione 9.52 (mm/giro)
RNGN 090300T 9.52 INFORMAZIONI TECNICHE
RNGN 090400T 12.70 3.18 • • 0.10-2.00 0.07-0.20
RNGN 120400T 12.70 4.76 •
RNGN 120700 S6 (1) 12.70 4.76 • •• 0.10-2.00 0.07-0.20
RNGN 120700E 12.70
RNGN 120700E-CH (2) 12.70 7.94 • 0.10-3.50 0.07-0.50
RNGN 120700E04 (1) 12.70
RNGN 120700T 12.70 7.94 • • • 1.00-2.00 -
RNGN 120700T-CH (2) 12.70
RNGN 120700T02020 0.10-2.00 0.07-0.20
RNGN 150700T 15.88
RNGN 190700T 7.94 • • 0.10-2.00 0.07-0.20
19.05
7.94 • 1.00-2.00 -
7.94 •••••• 0.10-4.50 0.07-0.50
7.94 • • 0.10-4.50 0.07-0.50
7.94 • 0.10-2.00 0.07-0.20
7.94 • 0.10-3.00 0.07-0.20
7.94 •
0.10-3.00 0.07-0.20
RCGX-Ceramici 7° T a°
di 120°
Inserti tondi ceramici per leghe a
base nichel e acciai temprati S
Dimensioni Tenace 1 Duro Parametri di Taglio Consigliati
S (mamp ) f
Descrizione di IW7 (mm/giro)
9.52 IS35 0.07-0.50
RCGX 090700E 9.52 IS25 0.07-0.50
RCGX 090700T 12.70 IN23 0.07-0.50
RCGX 120700E 12.70 0.07-0.50
RCGX 120700T 7.94 • • • 0.10-3.00
••••
7.94 0.10-3.00
7.94 • • •
7.94 • 0.10-4.00
• 0.10-4.00
(1) Per fresatura di superleghe a base nickel; utilizzare i parametri di riferimento per Inconel 718: 0.12 mm/t 900-1000 m/min
(2) Inserto con nicchia
CNMA (PCD) r 80° It 10° 95º 95º
Inserti rombici a 80° con singolo 5° 95º
riporto in PCD e spoglia
positiva per finitura Parametri di Taglio
Consigliati
di S
Dimensioni
Descrizione l di S r lt ID5 (mamp ) f
12.90 12.70 4.76 0.40 3.9 (mm/giro)
CNMA 120404D 12.90 12.70 4.76 0.80
CNMA 120408D • 0.10-3.00 0.05-0.26
•
3.6 0.10-3.00 0.05-0.26
63