
Page 122 - Threading_Handbook
P. 122
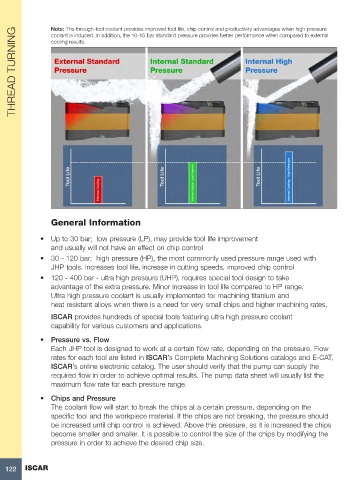
THREAD TURNING Note: The through-tool coolant provides improved tool life, chip control and productivity advantages when high pressure
coolant is induced. In addition, the 10-15 bar standard pressure provides better performance when compared to external
cooling results.
General Information
• Up to 30 bar; low pressure (LP), may provide tool life improvement
and usually will not have an effect on chip control
• 30 - 120 bar; high pressure (HP), the most commonly used pressure range used with
JHP tools. Increases tool life, increase in cutting speeds, improved chip control
• 120 - 400 bar - ultra high pressure (UHP), requires special tool design to take
advantage of the extra pressure. Minor increase in tool life compared to HP range.
Ultra high pressure coolant is usually implemented for machining titanium and
heat resistant alloys when there is a need for very small chips and higher machining rates.
ISCAR provides hundreds of special tools featuring ultra high pressure coolant
capability for various customers and applications.
• Pressure vs. Flow
Each JHP tool is designed to work at a certain flow rate, depending on the pressure. Flow
rates for each tool are listed in ISCAR’s Complete Machining Solutions catalogs and E-CAT,
ISCAR’s online electronic catalog. The user should verify that the pump can supply the
required flow in order to achieve optimal results. The pump data sheet will usually list the
maximum flow rate for each pressure range.
• Chips and Pressure
The coolant flow will start to break the chips at a certain pressure, depending on the
specific tool and the workpiece material. If the chips are not breaking, the pressure should
be increased until chip control is achieved. Above this pressure, as it is increased the chips
become smaller and smaller. It is possible to control the size of the chips by modifying the
pressure in order to achieve the desired chip size.
122 ISCAR