
Page 33 - Threading_Handbook
P. 33
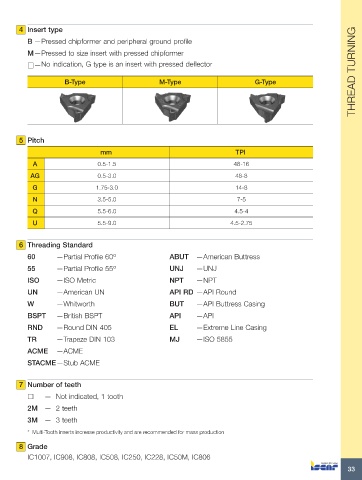
4 Insert type
THREAD TURNING
B —Pressed chipformer and peripheral ground profile
M—Pressed to size insert with pressed chipformer
o—No indication, G type is an insert with pressed deflector
B-Type M-Type G-Type
5 Pitch
mm TPI
A 0.5-1.5 48-16
AG 0.5-3.0 48-8
G 1.75-3.0 14-8
N 3.5-5.0 7-5
Q 5.5-6.0 4.5-4
U 5.5-9.0 4.5-2.75
6 Threading Standard
60 —Partial Profile 60º ABUT —American Buttress
55 —Partial Profile 55º UNJ —UNJ
ISO —ISO Metric NPT —NPT
UN —American UN API RD —API Round
W —Whitworth BUT —API Buttress Casing
BSPT —British BSPT API —API
RND —Round DIN 405 EL —Extreme Line Casing
TR —Trapeze DIN 103 MJ —ISO 5855
ACME —ACME
STACME—Stub ACME
7 Number of teeth
— Not indicated, 1 tooth
2M — 2 teeth
3M — 3 teeth
* Multi-Tooth inserts increase productivity and are recommended for mass production
8 Grade
IC1007, IC908, IC808, IC508, IC250, IC228, IC50M, IC806
33