
Page 378 - THREADING CATALOG
P. 378
USER GUIDE
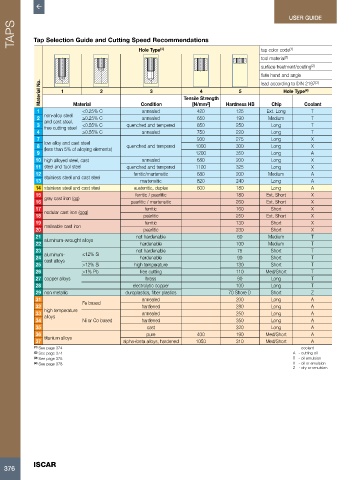
TAPS Tap Selection Guide and Cutting Speed Recommendations
Hole Type (4) tap color code (1)
tool material (1)
surface treatment/coating (2)
flute hand and angle (3)
Material No. 1 2 3 Tensile Strength 5 Hole Type (4)
lead according to DIN 2197
4
Chip
2
1 Material Condition [N/mm ] Hardness HB Ext. Long Coolant
T
420
annealed
125
<0.25% C
2 non-alloy steel ≥0.25% C annealed 650 190 Medium T
and cast steel,
3 free cutting steel <0.55% C quenched and tempered 850 250 Long T
4 ≥0.55% C annealed 750 220 Long T
7 930 275 Long X
8 low alloy and cast steel quenched and tempered 1000 300 Long X
(less than 5% of alloying elements)
9 1200 350 Long A
10 high alloyed steel, cast annealed 680 200 Long X
11 steel and tool steel quenched and tempered 1100 325 Long X
12 stainless steel and cast steel ferritic/martensitic 680 200 Medium A
13 martensitic 820 240 Long A
14 stainless steel and cast steel austenitic, duplex 600 180 Long A
15 ferritic / pearlitic 180 Ext. Short X
16 gray cast iron (gg) pearlitic / martensitic 260 Ext. Short X
17 nodular cast iron (ggg) ferritic 160 Short X
18 pearlitic 250 Ext. Short X
19 malleable cast iron ferritic 130 Short X
20 pearlitic 230 Short X
21 not hardenable 60 Medium T
22 aluminum-wrought alloys hardenable 100 Medium T
23 ≤12% Si not hardenable 75 Short T
24 aluminum- hardenable 90 Short T
cast alloys
25 >12% Si high temperature 130 Short T
26 >1% Pb free cutting 110 Med/Short T
27 copper alloys brass 90 Long T
28 electrolytic copper 100 Long T
29 non metallic duroplastics, fiber plastics 70 Shore D Short Z
31 annealed 200 Long A
32 Fe based hardened 280 Long A
33 high temperature annealed 250 Long A
alloys
34 Ni or Co based hardened 350 Long A
35 cast 320 Long A
36 titanium alloys pure 400 190 Med/Short A
37 alpha+beta alloys, hardened 1050 310 Med/Short A
(1) See page 374 coolant
(2) See page 374 A - cutting oil
(3) See page 375 T - oil emulsion
(4) See page 378 X - oil or emulsion
Z - dry or emulsion
ISCAR
376