Для високошвидкісних фрез ISCAR є тільки одне обмеження - продуктивність вашого верстата

Підвищення попиту на інструмент для високошвидкісної фрезерної обробки HSM (High Speed Machining) на сучасних верстатах із швидкими переміщеннями стало стійкою тенденцією останніх років. Цей метод має значні економічні переваги в порівнянні з фрезеруванням на верстатах, оснащених стандартними фрезами зі змінними багатогранними пластинами.
У двох словах про HSM: замість традиційного фрезерування з великою глибиною різання DOC прихильники нового методу рекомендують обробку з такою ж або більшою шириною фрезерування, при цьому з набагато меншою глибиною різання, але з багаторазово збільшеною подачею на зуб.
Фрезерування з великою глибиною виглядає досить ефектно, але, зі зрозумілих причин, вимагає й великих зусиль. В результаті значно підвищується навантаження на всі вузли верстата. У той час як для чорнової обробки за методом FF ( «Fast Feed» - «швидка подача») з малою глибиною - вимоги до потужності верстата набагато скромніші, що дозволяє технологам застосовувати прискорені робочі переміщення. І як наслідок, фрезерувати за методом FF можна навіть на верстатах малої потужності, які демонструють при цьому відмінну продуктивність.
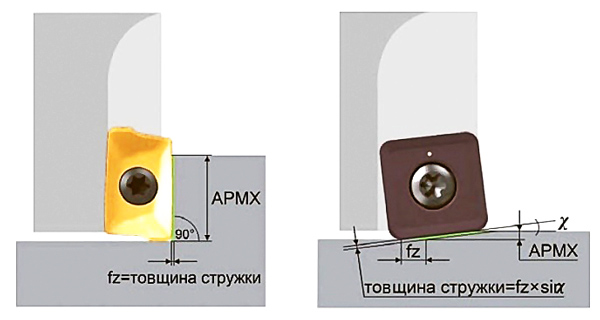 Рис. 1. Малі кути в плані у фрез FF дозволяють значно збільшити подачу на зуб (fz), витримуючи оптимальну товщину стружки
Рис. 1. Малі кути в плані у фрез FF дозволяють значно збільшити подачу на зуб (fz), витримуючи оптимальну товщину стружки
Енергозберігаюча «швидка» технологія різання являє собою відмінну альтернативу традиційному енергоємному методу фрезерування. Вражаюча швидкість знімання металу при невеликих зусиллях - не єдина особливість розглянутої нами стратегії обробки. Обробка за методом FF дає й інші переваги. Чорнове фрезерування з малою глибиною дозволяє виготовляти максимально наближенні до остаточної формі вироби зі складним контуром, скорочуючи або навіть виключаючи напівчистові проходи. Крім того, малі кути в плані у фрез FF дозволяють значно збільшити подачу на зуб (fz), витримуючи оптимальну товщину стружки (рис. 1).
 Рис. 2. Лінійки інструменту ISCAR для фрезерування з високою подачею
Рис. 2. Лінійки інструменту ISCAR для фрезерування з високою подачею
Така форма пластин мінімізує радіальну складову сили різання та максимально збільшує осьову. Результуюче зусилля, що діє на фрезу, направлено вздовж осі шпинделя - вектору, уздовж якого вузол «шпиндель + інструмент» має максимальну жорсткість, що підвищує стабільність системи СПІД, знижує вібрації та споживану потужність, збільшує термін служби інструменту та продуктивність.
З огляду на те, що підприємства загального машинобудування - основний споживач торцевих фрез зі змінними пластинами, ISCAR пропонує їм найширшу лінійку фрез серії FF (рис. 2): монолітні кінцеві та зі змінними головками MULTI-MASTER (рис. 3).
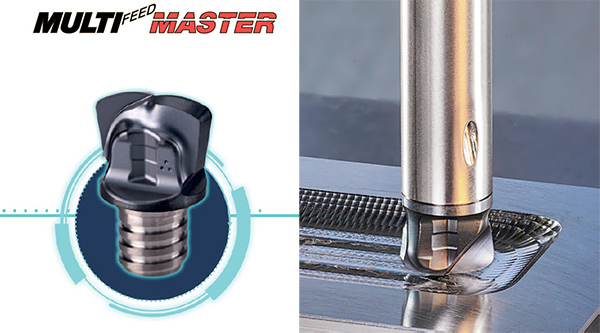 Рис. 3. Інструмент MULTI-MASTER для високошвидкісного фрезерування
Рис. 3. Інструмент MULTI-MASTER для високошвидкісного фрезерування
Короткий посібник для швидкого вибору найбільш відповідного інструменту, в залежності від оброблюваного матеріалу, типу операції (фрезерування площини, кишені а ін.), припуску на обробку та інших умов
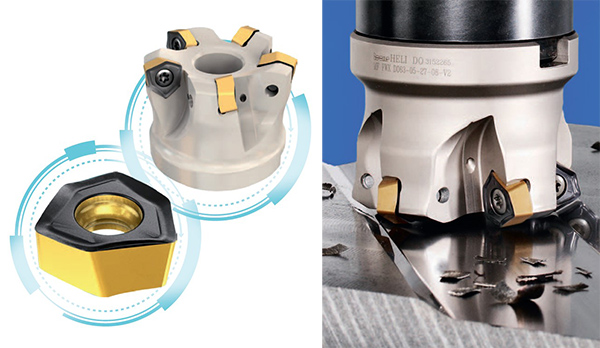
Фрези серії
HELIDO 600 UPFEED призначені для обробки з високими та середніми значеннями подачі.
У лінійку входять фрези та пластини з шістьма різальними крайками.
Особливості серії:
- пластини на корпусі закріплюються гвинтом
- призначені для обробки на високих і середніх значеннях подачі
- на середніх значеннях подачі можливо збільшення глибини різання
- призначені для чорнової обробки
- можна використовувати при врізанні під кутом.
Діапазон діаметрів фрез для великих подач: 16÷125 мм.
Діапазон діаметрів фрез для середніх подач: 40÷125 мм.
Розміри пластин: 04, 05, 07, 08 мм.
Сплави: IC808, IC830, IC330.

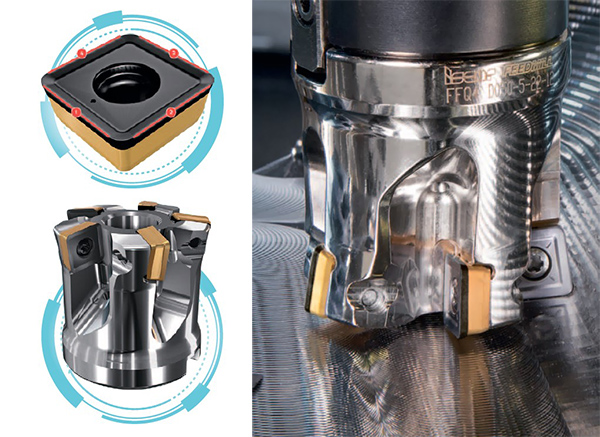
Серія
MILL4FEED представлена квадратними пластинами з прямою та міцною різальною крайкою для фрезерування площини з великими значеннями подачі.
Пластини характеризуються невеликим кутом в плані, що дозволяє працювати на екстремально високих значеннях подачі на зуб і невеликій глибині різання. Вони ідеально підходять для продуктивної обробки виробів із чавуну, вуглецевої та нержавіючої сталі, а також жароміцних сплавів. Фрези випускаються з великим і дрібним кроком і можуть використовуватися в тих випадках, коли обробка супроводжується ударом.
Фрези випускаються наступних типів:
- FFQ4 - кінцеві, діаметр 22-35 мм
- FFQ4 M - змінні фрезерні головки із з'єднанням FLEXFIT, діаметр 22- 40 мм
- FFQ4 - торцеві фрези, діаметр 40 100 мм.
Фрези MILL4FEED призначені для чорнової обробки штампів і прес-форм, виробів для авіакосмічної промисловості, а також для широкого спектру операцій загального машинобудування.
Розміри пластин: 9 мм і 12 мм.
Залежно від виду оброблюваного матеріалу використовуються пластини однієї з п'яти форм стружколамів:
- FFQ4 SOMT.. T - для обробки сталі, феритної та мартенситної нержавіючої сталі, чавуну та загартованої сталі
- FFQ4 SOMT.. HP - для обробки аустенітної нержавіючої сталі та жароміцних сплавів
- FFQ4 SOMT.. T20 - для обробки чавуну та чавуну з кулястим графітом
- FFQ4 SOMT.. RM-T - для переривчастого різання, обробки поряд з прямими стінками уступів. Для феритної та мартенситної нержавіючої та загартованої сталі, а також чавуну
- FFQ4 SOMT ... RM-HP - для переривчастого різання, обробки поряд з прямими стінками уступів. Для аустенітної нержавіючої сталі та жароміцних сплавів.
Особливості:
- позитивний осьової передній кут
- можливість врізання під кутом
- радіус для програмування 3,1 мм - для пластин 12 мм та радіус 2,5 мм - для пластин 9 мм
- канали підведення охолоджуючої рідини на кожну ріжучу крайку
- спеціальне захисне покриття від корозії та зносу сприяє безперешкодному сходу стружки.
Переваги:
- широка область застосування: фрезерування пазів, глибоких порожнин, обробка за методом гвинтової інтерполяції, плунжерне фрезерування
- підходить для обробки різних матеріалів
- оптимальне рішення для високоефективної чорнової обробки
- відмінне виведення стружки
- економічне рішення.
Сплави: IC808, IC810, IC830, IC882, IC5820.

TANG-4-FEED - тангенційні пластини для фрезерування з більшою подачею - унікальна конструкція з чотирма ріжучими крайками для підвищення продуктивності.
Тангенційний спосіб закріплення пластин на фрезі дозволяє зберегти жорсткість при високих силах різання. Фрези можуть виконувати врізання під кутом 4°. Великий радіус пластин сприяє кращій якості обробки поверхні стінок виробів зі сталі, чавуну та жароміцних сплавів.
Нові фрези призначені для чорнового фрезерування порожнин і кишень штампів і прес-форм, а також для обробки різноманітних виробів на підприємствах загального машинобудування.
Насадні фрези випускаються діаметром від 40 до 100 мм та призначені для різання на глибину не більше 1,5 мм.
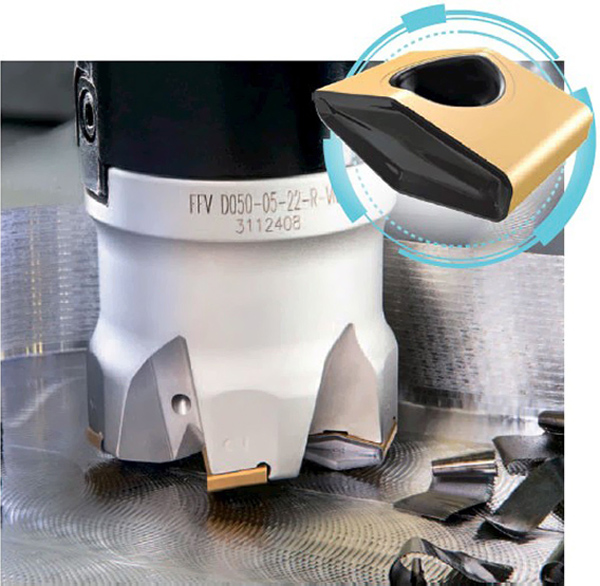
Особливості фрези FFV D...-R VN07:
- кут в плані 16°
- надійне закріплення пластин в посадковому гнізді типу «ластівчин хвіст»
- канали для підведення ЗОР сприяють ефективному охолодженню зони різання
- на корпус фрези наноситься інноваційне поліроване покриття для плавного сходу стружки, а також захисту від корозії та зносу
- радіус для програмування - 2,8 мм.
Переваги:
- можливість врізання під кутом та плунжерне фрезерування
- чудовий сход стружки
- висока швидкість знімання металу за рахунок невеликого кута входу, який дозволяє обробляти з великою хвилинної подачею та невеликою глибиною різання.
Особливості пластин типу FF VNMT..: для оптимальної обробки більшої кількості матеріалів дані пластини випускаються двох типів:
- пластини ER - призначені для загального застосування
- пластини ETR - з посиленими ріжучими крайками призначені для переривчастого різання при несприятливих умовах обробки.
Застосування: чорнове та напівчистове фрезерування поверхонь з глибоким рельєфом, включаючи врізання під кутом по висхідній та низхідній траєкторіях.

NAN3FEED - нова серія фрез невеликого діаметру, на які встановлюються змінні односторонні трикутні пластини малих розмірів, призначена для обробки з великою подачею (FF). Застосування змінних пластин - економічно вигідне рішення. Воно є альтернативою дорогим цільним твердосплавним фрезам.
Діапазон діаметрів фрез: 8-10 мм - як у монолітного твердосплавного інструменту.
NAN3FEED - фрези Ø8 мм, оснащені змінними багатогранними пластинами - найменші з представлених на ринку в даний час. На фрези встановлюються односторонні тригранні пластини FFT3 TXMT 020105T з трьома ріжучими крайками.
Останнє удосконалення конструкції фрез ISCAR даної серії дозволило додати ще один зуб на корпус. Таким чином, у порівнянні з аналогами, на фрези NAN3FEED можна встановити більшу кількість пластин.
Особливості:
- кут в плані 14˚
- максимальна глибина різання - 0,6 мм
- позитивний передній кут для плавного та м'якого різання
- можливість врізання під кутом
- внутрішнє підведення ЗОР через корпус фрези забезпечує ефективне охолодження різальної крайки та полегшує евакуацію стружки
- радіус програмування - 1,1 мм.
Новий інструмент має позначення FFT3...-02 і представлений наступними типами:
- FFT3 EFM - кінцеві фрези Ø8 і Ø10 мм з внутрішнім підведенням охолоджуючої рідини
- FFT3 EFM-MM - кінцеві фрези Ø8 і Ø10 мм, оснащені різьбовим з’єднанням MULTI-MASTER.
Пластини FFT3 TXMT 020105T виготовляються зі сплаву ISCAR SUMOTEC IC830 і покриваються методом PVD-напилення. Вони призначені для фрезерування виробів з конструкційної, а також феритної та мартенситної нержавіючої сталі (клас ISO P).

Основне застосування нових фрез - високоефективна чорнова обробка малорозмірних сталевих виробів, особливо тих, в яких є різні порожнини, наприклад штампів і прес-форм.
Фрезами серії NAN3FEED можуть оснащуватися багатофункціональні обробні центри, токарні верстати з приводним інструментом і верстати з малою потужністю. Завдяки економічно вигідній концепції зі змінними пластинами серія фрез NAN3FEED Ø8 і Ø10 мм є альтернативою монолітним твердосплавним кінцевим фрезам, призначеним для обробки з великою подачею.
До безлічі рішень, призначених для обробки з великими значеннями подачі, відноситься й нова серія фрез MICRO3FEED зі змінними пластинами Ø 10-16 мм. Вони можуть замінити дорогі твердосплавні аналоги, забезпечуючи економічно вигідні переваги.

Лінійка фрез серії
MICRO3FEED призначена для продуктивного чорнового фрезерування невеликих деталей з порожнинами та кишенями з великими значеннями подачі.
Фрези MICRO3FEED рекомендується використовувати для виготовлення штампів і прес-форм, для обробки малорозмірних деталей і компонентів. Інструмент ідеально підходить для малопотужних обробних центрів і високошвидкісних токарно-фрезерних верстатів.
Особливості:
- фрези з односторонніми пластинами з трьома ріжучими крайками
- максимальна глибина різання - 0,6 мм
- кут ріжучої крайки - 17°
- позитивний передній кут
- можливість врізання під кутом.
Для ефективного охолодження канали для підведення охолоджуючої рідини проходять через весь корпус фрези до кожної ріжучої крайки.

Фрези MICRO3FEED випускаються двох типів:
- FFT3 EFM - суцільнометалеві кінцеві Ø10, 12, 16 мм
- FFT3 EFM-MM - головки для кінцевих фрез з нарізним сполученням MULTI-MASTER Ø10, 12, 16 мм.
На фрези FFT3 встановлюються пластини WXMT 030206, які закріплюються центральним кріпильним гвинтом. Вони призначені для обробки різних матеріалів:
- ISO P - сталь, феритна та мартенситна нержавіюча сталь
- ISO K - чавун
- ISO S - жароміцні сплави
- ISO H - загартована сталь і чавун.
Радіус для програмування для фрез FFT3 EFM.. -03-1,1 мм.

Фрези
LOGIQ4FEED випускаються невеликих діаметрів. Призначені для обробки з великими значеннями подачі. На них встановлюються пластини з чотирма ріжучими крайками.
Нові фрези FFX4... -04 представлені наступними типами:
- FFX4 ED - кінцеві фрези діаметрами 12, 16, 20, 25 та 32 мм, з циліндричними хвостовиками і хвостовиками Weldon
- FFX4 ED-MM - змінні фрезерні головки діаметром 16 мм і різьбовим з’єднанням MULTI-MASTER
- FFX4 ED-M - змінні фрезерні головки з нарізним сполученням FLEXFIT і діаметрами 20, 25, 32 і 35 мм
- FFX4 FD - торцеві фрези діаметрами 32 і 40 мм.
Особливості:
- кут різальної крайки - 17°
- можливість врізання під кутом
- позитивний осьовий кут
- невеликий крок завдяки невеликій ширині пластини
- дуже жорстке закріплення пластини
- канали для підведення охолоджуючої рідини спрямовані на кожну ріжучу крайку для ефективного охолодження
- на корпус фрези наноситься поліроване покриття для поліпшеного сходу стружки та захисту від корозії і зносу
- радіус для програмування - 1,8 мм.

Особливості пластин типу FFX4 XNMU 040310..:
- двосторонні пластини з чотирма різальними крайками
- максимальна глибина різання - 0,8 мм
- великий позитивний передній кут для плавного різання.
Пластини випускаються двох типів для оптимальної обробки різних матеріалів:
- T - для обробки виробів з конструкційної, а також феритної та мартенситної нержавіючої та загартованої сталі
- HP - для обробки аустенітної нержавіючої сталі та жароміцних сплавів.
Пластини виготовляються з надсучасних сплавів ISCAR SUMOTEC, які забезпечують високу продуктивність та призначені для чорнової обробки у виробництві штампів та прес-форм, для обробки вузьких порожнин. Застосовуються, як правило, в загальному машинобудуванні та в аерокосмічній промисловості.
Переваги:
- пластини призначені для різних операцій
- використовуються для обробки основних видів матеріалів
- оптимальне рішення для чорнової обробки
- висока швидкість знімання металу
- економічно вигідне рішення.
Вибираючи фрезу для високошвидкісного фрезерування, необхідно враховувати ряд факторів. На першому етапі в цьому допомагають спеціально розроблені інженерами ISCAR таблиці та діаграми (рис. 4, рис. 5).
 Рис. 4. Діаграма застосування фрез ISCAR на великих значеннях подач
Рис. 4. Діаграма застосування фрез ISCAR на великих значеннях подач
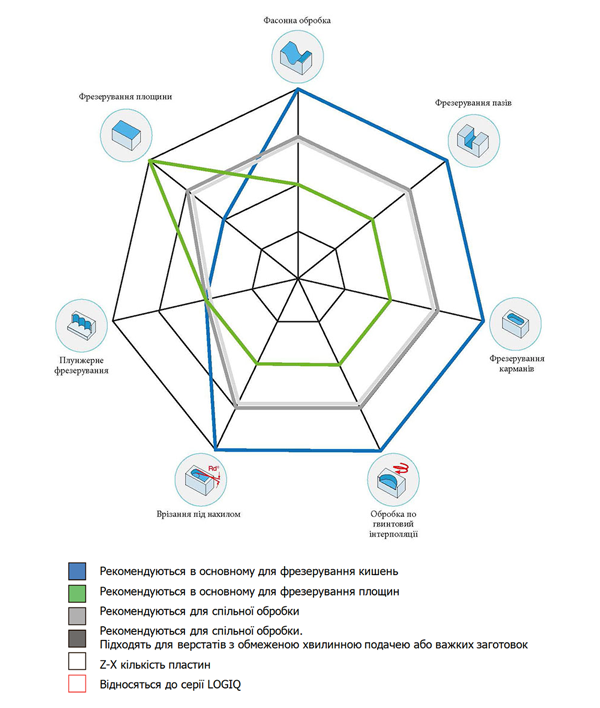 Рис. 5. Загальна діаграма застосування фрез ISCAR для великих значень подач
Рис. 5. Загальна діаграма застосування фрез ISCAR для великих значень подач
Ефективність високошвидкісного фрезерування визначається цілою низкою чинників: характеристиками наявного обладнання; доступністю ефективного ріжучого інструменту; наявністю технологічного супроводу, та залежить від використання сучасних керуючих програм, кваліфікації персоналу підприємства та організації на ньому виробничого процесу.
Завдяки створенню умов для високошвидкісного фрезерування можна досягти істотного приросту продуктивності за рахунок значного скорочення часу обробки. А також підвищити точність і якість обробленої поверхні.
Технічні фахівці представництва компанії ISCAR в Україні готові надати вітчизняним металообробним підприємствам допомогу в розробці технологічних процесів при запуску у виробництво нових виробів, а також сприяти підвищенню ефективності використання інструменту ISCAR в поточних проектах.