
Page 18 - Broschür Hochvorschub
P. 18
Technisches Wissen
GewindeStechen
Programmierbeispiel M74 x 1,5
N170 T="Gewindestechen“ Werkzeuganwahl
N180 M3 G97 S1200 Technologiesatz
N190 G0 X75 Z0 Anfahren unter G0
N200 G33 K1.5 X75 Z-6 Beschleunigen
N210 G33 K1.5 X72,5 Z-11 Radiale und axiale Zustellung
N220 G33 K1.5 Z-13 Freifahren
N230 G33 K1.5 X75 Z-18 Abheben
N240 G0 X100 Z20 Werkzeugwechselposition
N250 M30 Programm Ende
G-Code Befehlerklärung
G33 = Gewindeschneidzyklus, Vorschubbewegungen werden synchron zur Spindel
durchgeführt
K1.5 = Steigung 1,5 mm/U
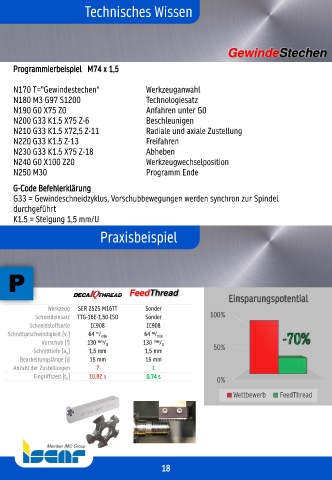
Praxisbeispiel
FeedThread Einsparungspotential
Werkzeug SER 2525 M16TT Sonder 100%
Schneideinsatz TTG-16E-1.50-ISO Sonder
Schneidstoffsorte IC908 50%
Schnittgeschwindigkeit [vc] IC908 64 m/min
64 m/min 130 mm/U 0%
Vorschub [f] 130 mm/U 1,5 mm Wettbewerb
Schnitttiefe [ap] 1,5 mm 15 mm
Bearbeitungslänge [l] 15 mm
Anzahl der Zustellungen 1
Eingriffszeit [th] 7 0,74 s
10,82 s
FeedThread
18