
Page 22 - Broschür Hochvorschub
P. 22
Technisches Wissen
DynamischesStechdrehen
Bereich „Eingriffsverhältnis“: 12 – 16 % vom Schneideinsatz-Ø
Formel „Eingriffsverhältnis“
Formel „Einstellwinkel [κ]“ % = %
Formel „Spanungsdicke“
Einstellwinkel [κ] – bei runden WSP
− {
= − }
= ∗
Formel „Vorschub“ f = / ( )
Einfahrradius = ,
Programmierung CAM-Software
!!! Nur mit Vollradius-Schneideinsätzen möglich !!!
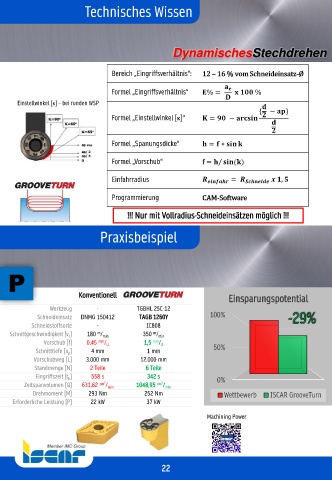
Praxisbeispiel
Konventionell Einsparungspotential
Werkzeug - TGBHL 25C-12 100%
Schneideinsatz DNMG 150412 TAGB 1260Y
Schneidstoffsorte 50%
Schnittgeschwindigkeit [vc] - IC808
180 m/min 350 m/min 0% ISCAR GrooveTurn
Vorschub [f] 0,45 mm/U 1,5 mm/U Wettbewerb
Schnitttiefe [ap]
Vorschubweg [L] 4 mm 1 mm
Standmenge [N] 3.000 mm 12.000 mm
Eingriffszeit [th]
Zeitspanvolumen [Q] 2 Teile 6 Teile
Drehmoment [M] 558 s 342 s
Erforderliche Leistung [P] 631,62 cm³/min 1048,95 cm³/min
293 Nm 252 Nm
22 kW 37 kW
Machining Power
22