
Page 4 - ISCAR TAPS
P. 4
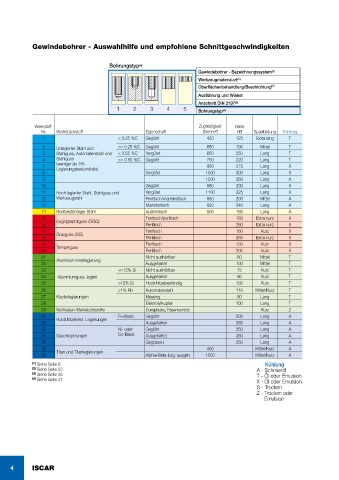
Gewindebohrer - Auswahlhilfe und empfohlene Schnittgeschwindigkeiten
Bohrungstyp (4)
Gewindebohrer - Bezeichnungssystem (1)
Werkzeugmaterialart (1)
Oberflächenbehandlung/Beschichtung (2)
Ausführung und Winkel
Anschnitt DIN 2197 (3)
1 2 3 4 5 Bohrungstyp (4)
Werkstoff- Zugfestigkeit Härte
Nr. Werkstückstoff Eigenschaft [N/mm ] 2 HB Spanbildung Kühlung
1 < 0.25 %C Geglüht 420 125 Extra lang T
2 Unlegierter Stahl und >= 0.25 %C Geglüht 650 190 Mittel T
3 Stahlguss, Automatenstahl und < 0.55 %C Vergütet 850 250 Lang T
4 Stahlguss >= 0.55 %C Geglüht 750 220 Lang T
7 (weniger als 5% 930 275 Lang X
Legierungsbestandteile)
8 Vergütet 1000 300 Lang X
9 1200 350 Lang A
10 Geglüht 680 200 Lang X
11 Hoch legierter Stahl, Stahlguss und Vergütet 1100 325 Lang X
12 Werkzeugstahl Ferritisch/martensitisch 680 200 Mittel A
13 Martensitisch 820 240 Lang A
14 Rostbeständiger Stahl Austenitisch 600 180 Lang A
15 Kugelgraphitguss (GGG) Ferritisch/perlitisch 180 Extra kurz X
16 Perlitisch 260 Extra kurz X
17 Grauguss (GG) Ferritisch 160 Kurz X
18 Perlitisch 250 Extra kurz X
19 Ferritisch 130 Kurz X
20 Temperguss Perlitisch 230 Kurz X
21 Nicht aushärtbar 60 Mittel T
22 Aluminium-Knetlegierung Ausgehärtet 100 Mittel T
23 <=12% Si Nicht aushärtbar 75 Kurz T
24 Aluminiumguss, legiert Ausgehärtet 90 Kurz T
25 >12% Si Hoch hitzebeständig 130 Kurz T
26 >1% Pb Automatenstahl 110 Mittel/Kurz T
27 Kupferlegierungen Messing 90 Lang T
28 Elektrolytkupfer 100 Lang T
29 Nichteisen-Werkstückstoffe Duroplaste, Faserkunstst. Kurz Z
31 Hoch hitzebest. Legierungen Fe-Basis Geglüht 200 Lang A
32 Ausgehärtet 280 Lang A
33 Ni- oder Geglüht 250 Lang A
34 Superlegierungen Co-Basis Ausgehärtet 350 Lang A
35 Gegossen 250 Lang A
36 Titan und Titanlegierungen 400 Mittel/Kurz A
37 Alpha+Beta-Leg. ausgeh. 1050 Mittel/Kurz A
(1) Siehe Seite 6 Kühlung
(2) Siehe Seite 23 A - Schmieröl
(3) Siehe Seite 26 T - Öl oder Emulsion
(4) Siehe Seite 27 X - Öl oder Emulsion
S - Trocken
Z - Trocken oder
Emulsion
4 ISCAR