
Page 39 - ISCAR_Ratgeber_fuer_Wendeschneidplatten_Fraeswerkzeuge
P. 39
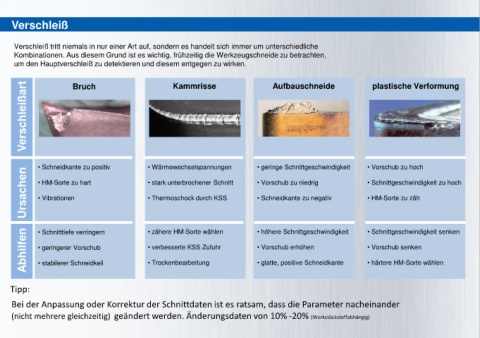
Verschleiß
Verschleiß tritt niemals in nur einer Art auf, sondern es handelt sich immer um unterschiedliche
Kombinationen. Aus diesem Grund ist es wichtig, frühzeitig die Werkzeugschneide zu betrachten,
um den Hauptverschleiß zu detektieren und diesem entgegen zu wirken.
Abhilfen Ursachen Verschleißart Bruch Kammrisse Aufbauschneide plastische Verformung
• Schneidkante zu positiv • Wärmewechselspannungen • geringe Schnittgeschwindigkeit • Vorschub zu hoch
• HM-Sorte zu hart • stark unterbrochener Schnitt • Vorschub zu niedrig • Schnittgeschwindigkeit zu hoch
• Vibrationen • Thermoschock durch KSS • Schneidkante zu negativ • HM-Sorte zu zäh
• Schnitttiefe verringern • zähere HM-Sorte wählen • höhere Schnittgeschwindigkeit • Schnittgeschwindigkeit senken
• geringerer Vorschub • verbesserte KSS Zufuhr • Vorschub erhöhen • Vorschub senken
• stabilerer Schneidkeil • Trockenbearbeitung • glatte, positive Schneidkante • härtere HM-Sorte wählen
Tipp:
Bei der Anpassung oder Korrektur der Schnittdaten ist es ratsam, dass die Parameter nacheinander
(nicht mehrere gleichzeitig) geändert werden. Änderungsdaten von 10% -20% (Werkstückstoffabhängig)