
Page 41 - ISCAR_Ratgeber_fuer_Wendeschneidplatten_Fraeswerkzeuge
P. 41
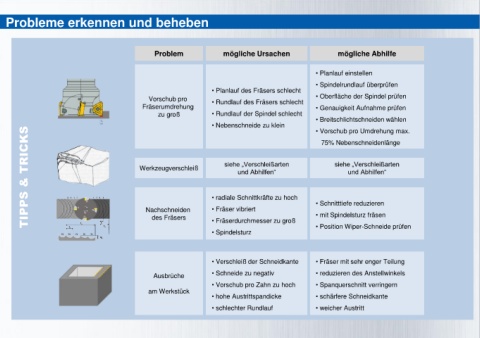
Probleme erkennen und beheben
Problem mögliche Ursachen mögliche Abhilfe
Vorschub pro • Planlauf des Fräsers schlecht • Planlauf einstellen
Fräserumdrehung • Rundlauf des Fräsers schlecht • Spindelrundlauf überprüfen
• Rundlauf der Spindel schlecht • Oberfläche der Spindel prüfen
zu groß • Nebenschneide zu klein • Genauigkeit Aufnahme prüfen
• Breitschlichtschneiden wählen
TIPPS & TRICKS • Vorschub pro Umdrehung max.
75% Nebenschneidenlänge
Werkzeugverschleiß siehe „Verschleißarten siehe „Verschleißarten
und Abhilfen“ und Abhilfen“
Nachschneiden • radiale Schnittkräfte zu hoch • Schnitttiefe reduzieren
des Fräsers • Fräser vibriert • mit Spindelsturz fräsen
• Fräserdurchmesser zu groß • Position Wiper-Schneide prüfen
• Spindelsturz
Ausbrüche • Verschleiß der Schneidkante • Fräser mit sehr enger Teilung
am Werkstück • Schneide zu negativ • reduzieren des Anstellwinkels
• Vorschub pro Zahn zu hoch • Spanquerschnitt verringern
• hohe Austrittspandicke • schärfere Schneidkante
• schlechter Rundlauf • weicher Austritt