
Page 45 - FAST_FEED_MILLING_jp
P. 45
LF Rd°
THSZMS
KAPR
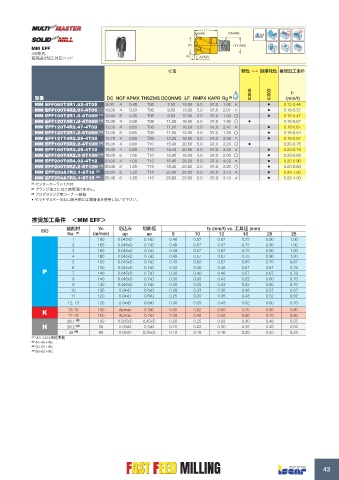
MM EFF DC DCONMS
4/6ຕਕɺ
ߴૹΓՃରԠϔου Rg APMX
ੇ๏ 㔸ੑ ຎੑ ਪՃ݅
IC908 IC903 fz
ܕ൪ DC NOF APMX THSZMS DCONMS LF RMPX KAPR Rg (3) (mm/t)
MM EFF080T3R1.62-4T05 8.00 4 0.40 T05 7.50 10.00 5.0 97.0 1.62 ʷ • 0.12-0.48
MM EFF100T4R2.01-4T06 10.00 4 0.50 T06 9.50 13.00 5.0 97.0 2.01 ʷ • 0.16-0.57
MM EFF100T2R1.0-6T06H (1) 10.00 6 0.45 T06 9.50 10.00 3.0 97.0 1.00 ʓ • 0.16-0.47
MM EFF120T4R1.8-4T08H (1) 12.00 4 0.60 T08 11.50 16.50 5.0 97.0 1.80 ʓ • 0.16-0.67
MM EFF120T4R2.47-4T08 12.00 4 0.60 T08 11.50 16.50 5.0 97.0 2.47 ʷ • 0.16-0.67
MM EFF120T2R1.2-6T08H (1) 12.00 6 0.65 T08 11.50 12.50 3.0 97.0 1.20 ʓ • 0.16-0.54
MM EFF127T4R2.59-4T08 12.70 4 0.60 T08 12.20 16.50 5.0 97.0 2.59 ʷ • 0.16-0.67
MM EFF160T5R2.2-4T10H (1) 16.00 4 0.80 T10 15.40 20.50 5.0 97.0 2.20 ʓ • 0.20-0.75
MM EFF160T5R3.25-4T10 16.00 4 0.80 T10 15.40 20.50 5.0 97.0 3.25 ʷ • 0.20-0.75
MM EFF160T4R2.0-6T10H (1) 16.00 6 1.05 T10 15.40 16.00 3.0 97.0 2.00 ʓ • 0.20-0.65
MM EFF200T6R4.02-4T12 20.00 4 1.00 T12 18.45 25.50 5.0 97.0 4.02 ʷ • 0.20-0.90
MM EFF200T5R2.2-6T12H (1) 20.00 6 1.25 T12 18.45 20.00 3.0 97.0 2.20 ʓ • 0.20-0.80
MM EFF250A7R3.1-6T15 (2) 25.00 6 1.20 T15 23.90 25.00 5.0 97.0 3.10 ʷ • 0.25-1.00
MM EFF254A7R3.1-6T15 (2) 25.40 6 1.20 T15 23.90 25.00 5.0 97.0 3.10 ʷ • 0.25-1.00
(1) ηϯλʔΫʔϥϯτ݀
(2) ϓϥϯδՃʹ͝༻͚·ͤΜɻ
(3) ϓϩάϥϛϯά༻ίʔφʔr
• ϚϧνϚελʔͷͶ݁͡߹෦ʹ५༉Λ༻͠ͳ͍ͰԼ͍͞ɻ
ਪՃ݅ɹʻMM EFFʼ
ISO ඃࡐ Vc ࠐΈ ෯ fz (mm/t) vs. ۩ܘ (mm)
No. (1) (m/min) ap ae 8 10 12 16 20 25
1 180 0.045xD 0.7xD 0.48 0.57 0.67 0.75 0.90 1.00
2 160 0.045xD 0.7xD 0.48 0.57 0.67 0.75 0.90 1.00
3 160 0.045xD 0.7xD 0.48 0.57 0.67 0.75 0.90 1.00
4 160 0.045xD 0.7xD 0.48 0.57 0.67 0.75 0.90 1.00
5 150 0.045xD 0.7xD 0.43 0.50 0.57 0.65 0.75 0.87
6 150 0.045xD 0.7xD 0.33 0.40 0.48 0.57 0.67 0.78
P 7 140 0.045xD 0.7xD 0.33 0.40 0.48 0.57 0.67 0.78
8 140 0.045xD 0.7xD 0.30 0.35 0.43 0.52 0.60 0.70
9 140 0.045xD 0.7xD 0.30 0.35 0.43 0.52 0.60 0.70
10 130 0.04xD 0.6xD 0.28 0.33 0.38 0.48 0.57 0.67
11 120 0.04xD 0.6xD 0.25 0.30 0.35 0.43 0.52 0.62
12, 13 120 0.04xD 0.6xD 0.30 0.35 0.43 0.52 0.60 0.70
K 15-16 180 Apmax 0.7xD 0.45 0.52 0.60 0.70 0.80 0.90
17-18 160 Apmax 0.7xD 0.38 0.45 0.52 0.60 0.70 0.80
38.1 (2) 100 0.035xD 0.45xD 0.20 0.25 0.33 0.40 0.48 0.55
H 38.2 (3) 80 0.03xD 0.3xD 0.16 0.22 0.30 0.38 0.45 0.52
39 (4) 60 0.02xD 0.25xD 0.12 0.16 0.16 0.20 0.20 0.25
(1)
VDI 3323ن֨४ڌ
(2)
45-49 HRc
(3)
50-55 HRc
(4)
56-63 HRc
F FASTAST FFEEDEED MILLING 43