
Page 222 - Threading_Handbook
P. 222
Tool Configuration
THREAD MILLING There are no geometric limitations in the part. • Are there geometrical limitations in the
Machining Load / Application Stability
part that requires small cutting forces,
such as thin walls, high overhang?
Family
Multi-Tooth
Subfamily
Helical Cutting Edges
V
SOLIDTHREAD
MTECZ
MTE
MILLTHREAD
V
Tool Material
• Which cutting tool grade is most suitable
Grade
for threading?
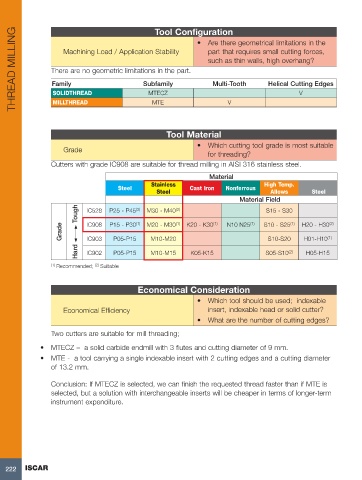
Cutters with grade IC908 are suitable for thread milling in AISI 316 stainless steel.
Material
Stainless High Temp.
Steel Cast Iron Nonferrous
Steel Allows Steel
Material Field
Tough IC528 P25 - P45 (2) M30 - M40 (2) (1) (1) S15 - S30 (1) (2)
(1)
(1)
Grade IC908 P15 - P30 M20 - M30 K20 - K30 N10 N25 S10 - S25 H20 - H30 (1)
H01-H10
IC903
S10-S20
M10-M20
P05-P15
Hard IC902 P05-P15 M10-M15 K05-K15 S05-S10 (2) H05-H15
(2)
(1) Recommended; Suitable
Economical Consideration
• Which tool should be used; indexable
Economical Efficiency insert, indexable head or solid cutter?
• What are the number of cutting edges?
Two cutters are suitable for mill threading;
• MTECZ – a solid carbide endmill with 3 flutes and cutting diameter of 9 mm.
• MTE - a tool carrying a single indexable insert with 2 cutting edges and a cutting diameter
of 13.2 mm.
Conclusion: If MTECZ is selected, we can finish the requested thread faster than if MTE is
selected, but a solution with interchangeable inserts will be cheaper in terms of longer-term
instrument expenditure.
222 ISCAR