
Page 223 - Threading_Handbook
P. 223
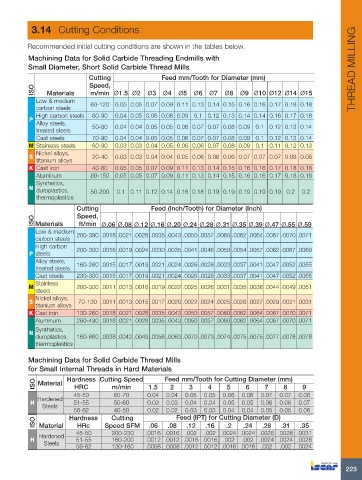
3.14 Cutting Conditions
Recommended initial cutting conditions are shown in the tables below.
Machining Data for Solid Carbide Threading Endmills with
Small Diameter, Short Solid Carbide Thread Mills THREAD MILLING
Cutting Feed mm/Tooth for Diameter (mm)
ISO Materials Speed, Ø3 Ø4 Ø5 Ø6 Ø7 Ø8 Ø9 Ø10 Ø12 Ø14 Ø15
m/min Ø1.5 Ø2
Low & medium 60-120 0.05 0.05 0.07 0.09 0.11 0.13 0.14 0.15 0.16 0.16 0.17 0.18 0.18
carbon steels
High carbon steels 60-90 0.04 0.05 0.06 0.08 0.09 0.1 0.12 0.13 0.14 0.14 0.16 0.17 0.18
P
Alloy steels, 50-80 0.04 0.04 0.05 0.05 0.06 0.07 0.07 0.08 0.09 0.1 0.12 0.13 0.14
treated steels
Cast steels 70-90 0.04 0.04 0.05 0.05 0.06 0.07 0.07 0.08 0.09 0.1 0.12 0.13 0.14
M Stainless steels 60-90 0.03 0.03 0.04 0.05 0.06 0.06 0.07 0.08 0.09 0.1 0.11 0.12 0.13
Nickel alloys,
S 20-40 0.03 0.03 0.04 0.04 0.05 0.06 0.06 0.06 0.07 0.07 0.07 0.08 0.08
titanium alloys
K Cast iron 40-80 0.05 0.05 0.07 0.09 0.11 0.13 0.14 0.15 0.16 0.16 0.17 0.18 0.18
Aluminum 80-150 0.05 0.05 0.07 0.09 0.11 0.13 0.14 0.15 0.16 0.16 0.17 0.18 0.18
Synthetics,
N duroplastics, 50-200 0.1 0.11 0.12 0.14 0.16 0.18 0.19 0.19 0.19 0.19 0.19 0.2 0.2
thermoplastics
Cutting Feed (Inch/Tooth) for Diameter (Inch)
ISO Materials Speed,
ft/min Ø.06 Ø.08 Ø.12 Ø.16 Ø.20 Ø.24 Ø.28 Ø.31 Ø.35 Ø.39 Ø.47 Ø.55 Ø.59
Low & medium 200-390 .0018 .0021 .0028 .0035 .0043 .0050 .0057 .0060 .0062 .0064 .0067 .0070 .0071
carbon steels
High carbon
P steels 200-300 .0016 .0019 .0024 .0030 .0035 .0041 .0046 .0050 .0054 .0057 .0062 .0067 .0069
Alloy steels, 160-260 .0015 .0017 .0019 .0021 .0024 .0026 .0028 .0033 .0037 .0041 .0047 .0052 .0055
treated steels
Cast steels 230-300 .0015 .0017 .0019 .0021 .0024 .0026 .0028 .0033 .0037 .0041 .0047 .0052 .0055
Stainless
M 200-300 .0011 .0013 .0016 .0019 .0022 .0025 .0026 .0031 .0035 .0038 .0044 .0049 .0051
steels
Nickel alloys,
S 70-130 .0011 .0013 .0015 .0017 .0020 .0022 .0024 .0025 .0026 .0027 .0029 .0031 .0031
titanium alloys
K Cast iron 130-260 .0018 .0021 .0028 .0035 .0043 .0050 .0057 .0060 .0062 .0064 .0067 .0070 .0071
Aluminum 260-490 .0018 .0021 .0028 .0035 .0043 .0050 .0057 .0060 .0062 .0064 .0067 .0070 .0071
Synthetics,
N
duroplastics, 160-660 .0038 .0042 .0049 .0056 .0063 .0070 .0073 .0074 .0075 .0075 .0077 .0078 .0078
thermoplastics
Machining Data for Solid Carbide Thread Mills
for Small Internal Threads in Hard Materials
Hardness Cutting Speed Feed mm/Tooth for Cutting Diameter (mm)
ISO Material HRC m/min 1.5 2 3 4 5 6 7 8 9
45-50 60-70 0.04 0.04 0.05 0.05 0.06 0.06 0.07 0.07 0.08
Hardened
H 51-55 50-60 0.03 0.03 0.04 0.04 0.05 0.05 0.06 0.06 0.07
Steels
56-62 40-50 0.02 0.02 0.03 0.03 0.04 0.04 0.05 0.05 0.06
Cutting
ISO Material Hardness Speed SFM .06 .08 Feed (IPT) for Cutting Diameter (D) .31 .35
.28
HRc
.2
.24
.12
.16
45-50 200-230 .0016 .0016 .002 .002 .0024 .0024 .0028 .0028 .0031
Hardened
H 51-55 160-200 .0012 .0012 .0016 .0016 .002 .002 .0024 .0024 .0028
Steels
56-62 130-160 .0008 .0008 .0012 .0012 .0016 .0016 .002 .002 .0024
223