
Page 8 - Broschure_Abstechen4xSchneller_2019
P. 8
W C
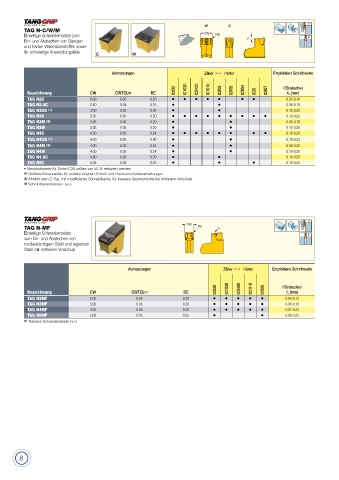
TAG N-C/W/M
Einseitige Schneideinsätze zum CW RE
Ein- und Abstechen von Stangen 7º
und harten Werkstückstoffen sowie
für schwierige Anwendungsfälle
Abmessungen Zäher 1 Härter Empfohlene Schnittwerte
IC830 IC1030 IC5400 IC1010 IC808 IC908 IC30N IC807 f Einstechen
Bezeichnung CW CWTOL (3) RE IC20 fz (mm)
TAG N2C 2.00 0.05 0.20 • • • • • • • 0.05-0.16
TAG N2.4C 2.40 0.04 0.16 • • 0.06-0.18
TAG N3CB (1) 3.00 0.05 0.35 • • 0.12-0.30
TAG N3C 3.05 0.05 0.20 • • • • • • • • • 0.10-0.25
TAG N3M (2) 3.05 0.05 0.20 • • 0.06-0.18
TAG N3W 3.05 0.05 0.20 • • 0.10-0.25
TAG N4C 4.00 0.05 0.24 • • • • • • • • 0.10-0.30
TAG N4CB (1) 4.00 0.05 0.40 • • 0.10-0.33
TAG N4M (2) 4.00 0.05 0.24 • • 0.06-0.20
TAG N4W 4.00 0.05 0.24 • • 0.10-0.30
TAG N4.8C 4.80 0.05 0.30 • • 0.10-0.35
TAG N5C 5.05 0.05 0.25 • • • 0.10-0.35
• Vorschubwerte für Sorte IC20 sollten um 50 % reduziert werden
(1) Größere Eckenradien für unterbrochenen Schnitt und Hochvorschubbearbeitungen
(2) Ähnlich dem C-Typ, mit modifizierter Schneidkante; für bessere Spankontrolle bei mittlerem Vorschub
(3) Schnittbreitentoleranz (+/-)
CW
TAG N-MF RE 7°
Einseitige Schneideinsätze
zum Ein- und Abstechen von
rostbeständigem Stahl und legiertem
Stahl mit mittlerem Vorschub
Abmessungen Zäher 1 Härter Empfohlene Schnittwerte
IC830 IC1030 IC5400 IC1010 IC808 f Einstechen
Bezeichnung CW CWTOL (1) RE fz (mm)
TAG N2MF 2.00 0.05 0.20 • • • • • 0.04-0.12
TAG N3MF 3.00 0.05 0.20 • • • • • 0.06-0.18
TAG N4MF 4.00 0.05 0.25 • • • • • 0.07-0.22
TAG N5MF 5.00 0.05 0.25 • • 0.08-0.25
(1) Toleranz Schneidenbreite (+/-)
8