
Page 16 - ISCAR_Ratgeber_fuer_Wendeschneidplatten_Fraeswerkzeuge
P. 16
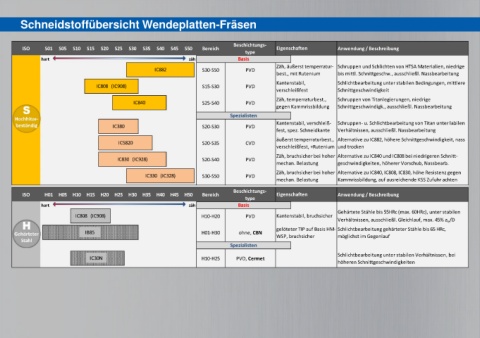
Schneidstoffübersicht Wendeplatten-Fräsen
ISO S01 S05 S10 S15 S20 S25 S30 S35 S40 S45 S50 Bereich Beschichtungs- Eigenschaften Anwendung / Beschreibung
type
hart zäh
Basis
IC882 S30-S50 PVD Zäh, äußerst temperratur- Schruppen und Schlichten von HTSA Materialien, niedrige
PVD best., mit Rutenium bis mittl. Schnittgeschw., ausschließl. Nassbearbeitung
IC808 (IC908) S15-S30 PVD Kantenstabil, Schlichtbearbeitung unter stabilen Bedingungen, mittlere
Spezialisten verschleißfest Schnittgeschwindigkeit
S IC840 S25-S40 PVD Zäh, temperraturbest., Schruppen von Titanlegierungen, niedrige
IC380 S20-S30 gegen Kammrissbildung Schnittgeschwindigk., ausschließl. Nassbearbeitung
CVD
Kantenstabil, verschleiß- Schruppen- u. Schlichtbearbeitung von Titan unter labilen
PVD fest, spez. Schneidkante Verhältnissen, ausschließl. Nassbearbeitung
IC5820 S20-S35 PVD äußerst temperraturbest., Alternative zu IC882, höhere Schnittgeschwindigkeit, nass
verschleißfest, +Rutenium und trocken
Beschichtungs-
IC830 (IC928) S20-S40 type Zäh, bruchsicher bei hoher Alternative zu IC840 und IC808 bei niedrigeren Schnitt-
Basis mechan. Belastung geschwindigkeiten, höherer Vorschub, Nassbearb.
PVD
IC330 (IC328) S30-S50 Zäh, bruchsicher bei hoher Alternative zu IC840, IC808, IC830, höhe Resistenz gegen
ohne, CBN
Spezialisten mechan. Belastung Kammrissbildung, auf ausreichende KSS Zufuhr achten
ISO H01 H05 H10 H15 H20 H25 H30 H35 H40 H45 H50 Bereich PVD, Cermet Eigenschaften Anwendung / Beschreibung
hart zäh
H IC808 (IC908) H10-H20 Gehärtete Stähle bis 55HRc (max. 60HRc), unter stabilen
IIBB8555 H01-H30 Kantenstabil, bruchsicher
Verhältnissen, ausschließl. Gleichlauf, max. 45% ae/D
gelöteter TIP auf Basis HM- Schlichtbearbeitung gehärteter Stähle bis 65 HRc,
WSP, bruchsicher möglichst im Gegenlauf
IICC3300NN H10-H25 Schlichtbearbeitung unter stabilen Verhältnissen, bei
höheren Schnittgeschwindigkeiten