
Page 20 - ISCAR_Ratgeber_fuer_Wendeschneidplatten_Fraeswerkzeuge
P. 20
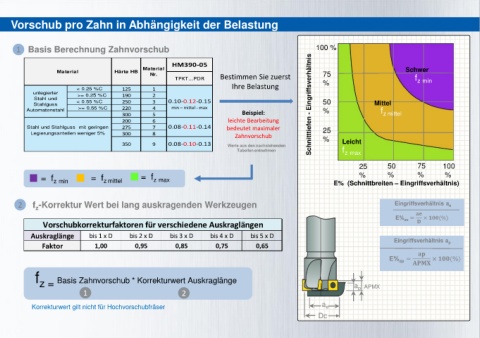
Vorschub pro Zahn in Abhängigkeit der Belastung
1 Basis Berechnung Zahnvorschub 100 %
Ma te ria l Härte HB Ma te ria l HM390-05 Schnitttiefen - Eingriffsverhältnis Schwer
Nr. TPKT...PDR Bestimmen Sie zuerst 75 fz min
Ihre Belastung %
unlegierter < 0.25 %C 125 1 Beispiel: 50 Mittel
Stahl und >= 0.25 %C 190 leichte Bearbeitung
Stahlguss < 0.55 %C 250 2 bedeutet maximaler % fz mittel
Automatenstahl >= 0.55 %C 220 3 0.10-0.12-0.15
300 4 min – mittel - max Zahnvorschub
Stahl und Stahlguss mit geringen 200 25
Legierungsanteilen weniger 5% 275 5 Werte aus den nachstehenden
300 Tabellen entnehmen % Leicht
6
7 0.08-0.11-0.14 fz max
8
350 9 0.08-0.10-0.13
25 50 75 100
= fz min = fz mittel = fz max % % %%
E% (Schnittbreiten – Eingriffsverhältnis)
2 fz-Korrektur Wert bei lang auskragenden Werkzeugen Eingriffsverhältnis ae
E%ae = × (%)
Vorschubkorrekturfaktoren für verschiedene Auskraglängen
Auskraglänge bis 1 x D bis 2 x D bis 3 x D bis 4 x D bis 5 x D Eingriffsverhältnis ap
Faktor 1,00 0,95 0,85 0,75 0,65
E%ap = × (%)
fz = Basis Zahnvorschub * Korrekturwert Auskraglänge ap APMX
12
ae
Korrekturwert gilt nicht für Hochvorschubfräser Dc