
Page 17 - ISCAR_Ratgeber_fuer_Wendeschneidplatten_Fraeswerkzeuge
P. 17
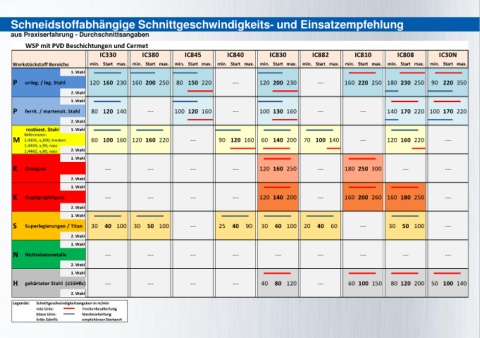
Schneidstoffabhängige Schnittgeschwindigkeits- und Einsatzempfehlung
aus Praxiserfahrung - Durchschnittsangaben
WSP mit PVD Beschichtungen und Cermet
IC330 IC380 IC845 IC840 IC830 IC882 IC810 IC808 IC30N
Werkstückstoff Bereiche min. Start max. min. Start max. min. Start max. min. Start max. min. Start max. min. Start max. min. Start max. min. Start max. min. Start max.
1. Wahl
P unleg. / leg. Stahl 120 160 230 160 200 250 80 150 220 --- 120 200 230 --- 160 220 250 180 230 250 90 220 350
2. Wahl
1. Wahl
P ferrit. / martensit. Stahl 80 120 140 --- 100 120 160 --- 100 130 160 --- --- 140 170 220 100 170 220
rostbest. Stahl 2. Wahl 60 100 160 120 160 220 --- 90 120 160 60 140 200 70 100 140 --- 120 160 220 ---
1. Wahl
Referenzen:
2. Wahl
M 1.4301, vc200, trocken 1. Wahl
1.4404, vc90, nass
1.4462, vc80, nass
K Grauguss --- --- --- --- 120 160 250 --- 180 250 300 --- ---
2. Wahl
1. Wahl
K Kugelgraphitguss --- --- --- --- 120 140 200 --- 160 200 260 160 180 250 ---
2. Wahl
1. Wahl
S Superlegierungen / Titan 30 40 100 30 50 100 --- 25 40 90 30 40 100 20 40 60 --- 30 50 100 ---
2. Wahl
1. Wahl
N Nichteisenmetalle --- --- --- --- --- --- --- --- ---
2. Wahl
1. Wahl
H gehärteter Stahl (≤55HRc) --- --- --- --- 40 80 120 --- 60 100 150 80 120 200 50 100 140
2. Wahl