
Page 18 - ISCAR_Ratgeber_fuer_Wendeschneidplatten_Fraeswerkzeuge
P. 18
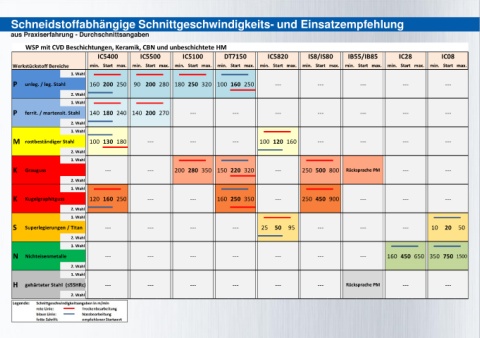
Schneidstoffabhängige Schnittgeschwindigkeits- und Einsatzempfehlung
aus Praxiserfahrung - Durchschnittsangaben
WSP mit CVD Beschichtungen, Keramik, CBN und unbeschichtete HM
IC5400 IC5500 IC5100 DT7150 IC5820 IS8/IS80 IB55/IB85 IC28 IC08
Werkstückstoff Bereiche min. Start max. min. Start max. min. Start max. min. Start max. min. Start max. min. Start max. min. Start max. min. Start max. min. Start max.
1. Wahl
P unleg. / leg. Stahl 160 200 250 90 200 280 180 250 320 100 160 250 --- --- --- --- ---
2. Wahl
1. Wahl
P ferrit. / martensit. Stahl 140 180 240 140 200 270 --- --- --- --- --- --- ---
2. Wahl
1. Wahl
M rostbeständiger Stahl 100 130 180 --- --- --- 100 120 160 --- --- --- ---
2. Wahl
1. Wahl
K Grauguss --- --- 200 280 350 150 220 320 --- 250 500 800 Rücksprache PM --- ---
2. Wahl
1. Wahl
K Kugelgraphitguss 120 160 250 --- --- 160 250 350 --- 250 450 900 --- --- ---
2. Wahl
1. Wahl
S Superlegierungen / Titan --- --- --- --- 25 50 95 --- --- --- 10 20 50
2. Wahl
1. Wahl
N Nichteisenmetalle --- --- --- --- --- --- --- 160 450 650 350 750 1500
2. Wahl
1. Wahl
H gehärteter Stahl (≤55HRc) --- --- --- --- --- --- Rücksprache PM --- ---
2. Wahl