
Page 19 - ISCAR_Ratgeber_fuer_Wendeschneidplatten_Fraeswerkzeuge
P. 19
Schnittgeschwindigkeitsanpassung
Erhöhung der Produktivität durch Anpassung der Schnittgeschwindigkeit [m/min] in Abhängigkeit der realen
Schnittbreite
Die reale Wärmemenge ist abhängig von der Höhe der Basis-Schnittgeschwindigkeit und der Schnittbreite im
Verhältnis des Fräser-Durchmessers (E%). Die Schnittgeschwindigkeits-Anpassung wird meistens nach den ersten
ermittelten Standzeiten durchgeführt. Hintergrund dafür ist, dass die tatsächliche Temperatur in der Schnittzone
in der Praxis nicht gemessen wird.
Die Grundregeln lauten :
1. Wird die überwiegende Wärmemenge über den Span abgeleitet, ist es möglich eine Erhöhung der
Schnittgeschwindigkeit durchzuführen.
2. Je besser die Gesamt Stabilität (kurze Auskraglängen, keine Vibrationen) ist eine Anpassung möglich
3. Je kleiner die spezifische Wärmeleitfähigkeit desto geringer kann eine Anpassung erfolgen. Die Übersicht der
Wärmeleitfähigkeit von verschieden Werkstückstoffgruppen soll Ihnen helfen Ihre Anpassung besser
einzuordnen. Ausnahmen sind bei Sonderlegierungen vorzufinden.
4. Es sollte überwiegend ein Freiflächenverschleiß vorliegen.
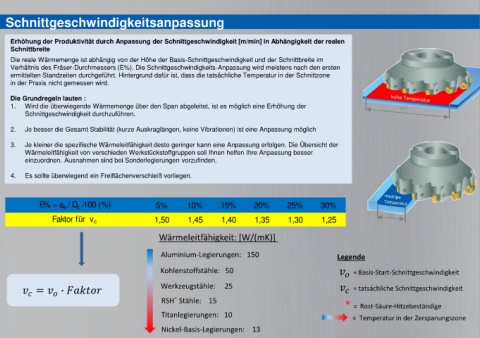
E% = ae / Dc °100 (%) 5% 10% 15% 20% 25% 30%
Faktor für vc 1,50 1,45 1,40 1,35 1,30 1,25
= ∙ Wärmeleitfähigkeit: [W/(mK)] Legende
Aluminium-Legierungen: 150 = Basis-Start-Schnittgeschwindigkeit
Kohlenstoffstähle: 50 = tatsächliche Schnittgeschwindigkeit
Werkzeugstähle: 25
RSH* Stähle: 15 * = Rost-Säure-Hitzebeständige
Titanlegierungen: 10
Nickel-Basis-Legierungen: 13 = Temperatur in der Zerspanungszone