
Page 17 - 2017-1
P. 17
y adecuadas para diferentes materiales, los
fabricantes de herramientas desarrollaron calidades
con diferentes aditivos. La implementación de
tecnologías de recubrimiento ha revolucionado
espectacularmente el mundo del mecanizado;
ahora la inmensa mayoría de calidades de
metal duro están recubiertas. Estas tecnologías
permitieron que cada calidad fuera específica para
determinados grupos de materiales. Los sustratos
empezaron a contener menos aditivos, por lo que
la estructura era más uniforme y estable y esto
permitía un mayor control durante la producción.
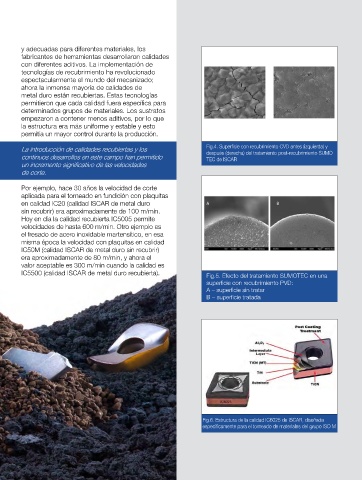
La introducción de calidades recubiertas y los Fig.4. Superficie con recubrimiento CVD antes (izquierda) y
después (derecha) del tratamiento post-recubrimiento SUMO
continuos desarrollos en este campo han permitido TEC de ISCAR
un incremento significativo de las velocidades
de corte.
Por ejemplo, hace 30 años la velocidad de corte
aplicada para el torneado en fundición con plaquitas
en calidad IC20 (calidad ISCAR de metal duro
sin recubrir) era aproximadamente de 100 m/min.
Hoy en día la calidad recubierta IC5005 permite
velocidades de hasta 600 m/min. Otro ejemplo es
el fresado de acero inoxidable martensítico, en esa
misma época la velocidad con plaquitas en calidad
IC50M (calidad ISCAR de metal duro sin recubrir)
era aproximadamente de 80 m/min, y ahora el
valor aceptable es 300 m/min cuando la calidad es
IC5500 (calidad ISCAR de metal duro recubierta). Fig.5. Efecto del tratamiento SUMOTEC en una
superficie con recubrimiento PVD:
A – superficie sin tratar
B – superficie tratada
Fig.6. Estructura de la calidad IC6025 de ISCAR, diseñada
específicamente para el torneado de materiales del grupo ISO M
17